Charakterystyka, odmiany i zastosowania nitów zrywalnych

Nity zrywalne są dość powszechnym materiałem mocującym i znajdują szerokie zastosowanie w wielu dziedzinach ludzkiej działalności. Detale zastąpiły przestarzałe metody nitowania i stały się częścią codziennego życia.
Spotkanie
Nity zrywalne służą do łączenia blach i wymagają dostępu do powierzchni roboczej tylko z jednej strony. Jest to jedna z głównych różnic w stosunku do tradycyjnych modeli „młotkowych”. Montaż nitów odbywa się w wywierconym otworze za pomocą specjalnego narzędzia, które może być ręczne lub pneumoelektryczne. Połączenia wykonane nitami zrywalnymi są bardzo mocne i trwałe. Ponadto części są łatwe w montażu i bardzo odporne na agresywne chemikalia, wysokie temperatury i wilgotność.


Ze względu na ich wszechstronność i niezawodność zakres zastosowania nitów zrywalnych jest dość szeroki. Części są aktywnie wykorzystywane w przemyśle stoczniowym, lotniczym i maszynowym, przemyśle tekstylnym i budownictwie. Podczas pracy na niebezpiecznych przedmiotach nity stanowią alternatywę dla połączeń spawanych. Ponadto nity są szeroko stosowane w naprawie części i mechanizmów w trudno dostępnych miejscach oraz w obiektach zagrożonych pożarem. Oprócz łączenia elementów wykonanych z metali żelaznych i nieżelaznych, nity zrywalne mogą łączyć tworzywa sztuczne i tekstylia w dowolnej kombinacji. Dzięki temu mogą być szeroko stosowane w pracach elektrycznych i aktywnie wykorzystywane w produkcji odzieży, tekstylnych towarów konsumpcyjnych i zbiorników.



Zalety i wady
Wysokie zapotrzebowanie konsumentów na nity zrywalne wynika z szereg niepodważalnych zalet tego sprzętu.
- Łatwość instalacji wynika z konieczności dostępu do przyłącza tylko od strony czołowej. To korzystnie odróżnia ten sprzęt od nakrętek gwintowanych, do montażu których wymagany jest dostęp z obu stron. Ponadto łączniki gwintowane mają tendencję do poluzowania się i poluzowania z czasem.
- Niski koszt nitów zrywalnych umożliwia wykonanie niezawodnego i trwałego łącznika bez oszczędności na materiale.


- Szeroka gama standardowych rozmiarów znacznie ułatwia wybór elementów złącznych.
- Możliwość łączenia materiałów o różnej strukturze i właściwościach znacznie poszerza zakres okuć.
- Wysoka wytrzymałość i trwałość połączenia. Z zastrzeżeniem zasad montażu i starannej obsługi, żywotność nitów jest równa, a czasem nawet przekracza żywotność mocowanych części.
Wady obejmują konieczność wstępnego nawiercania, nierozłącznego połączenia i stosowania znacznych sił podczas ręcznego nitowania. Ponadto modele są jednorazowe i nie można ich ponownie użyć.
Materiały produkcyjne
Jako surowiec do nitów zrywalnych stosuje się szeroką gamę materiałów. Pozwala to na zastosowanie okuć w prawie wszystkich rodzajach prac remontowo-budowlanych. Do produkcji nitów stosuje się szereg materiałów, z których każdy ma swoje mocne i słabe strony oraz określa miejsce instalacji przyszłych produktów.


Aluminium
Często stosowana jest jego modyfikacja anodowana lub lakierowana. Nity aluminiowe są lekkie i tanie, jednak pod względem wytrzymałości są nieco gorsze od modeli stalowych. Produkty służą do klejenia metali lekkich, tworzyw sztucznych i znajdują szerokie zastosowanie w elektrotechnice.
Stal nierdzewna
Używany również w kilku modyfikacjach. Tak więc klasa A-2 jest uważana za jedną z najbardziej odpornych na rdzę i służy do montażu części podczas wykonywania prac na zewnątrz. A-4 nie ma sobie równych pod względem kwasoodporności i jest szeroko stosowany w przemyśle chemicznym.




Stal Cink
Posiada wysokie właściwości antykorozyjne i zapewnia niezawodne połączenie. Jeśli jednak jeden z połączonych elementów jest ruchomy, części ocynkowane szybko się zużywają.
Stopy miedzi
Są szeroko stosowane w produkcji nitów. Najpopularniejszym jest Monel, stop składający się z 30% miedzi i 70% niklu. Czasami brąz jest używany jako pręt w modelach miedzianych. Wadą elementów miedzianych jest ich wysoki koszt i ryzyko zielonego nalotu podczas utleniania.




Poliamid
Służą do wyrobu nitów stosowanych w przemyśle lekkim oraz do szycia odzieży. Materiał nie jest szczególnie trwały, ale można go pomalować na dowolny kolor i dobrze prezentuje się na produktach.
Optymalnie wszystkie elementy nitowe powinny być wykonane z tego samego materiału. W przeciwnym razie wzrasta ryzyko procesów galwanicznych, podczas których aktywniejszy metal niszczy słabszy. Przy doborze okuć do określonych materiałów należy również przestrzegać zasady kompatybilności. Na przykład połączenie miedzi i aluminium jest wyjątkowo niepożądane, podczas gdy miedź zachowuje się dość przyjaźnie z innymi metalami.



Wyświetlenia
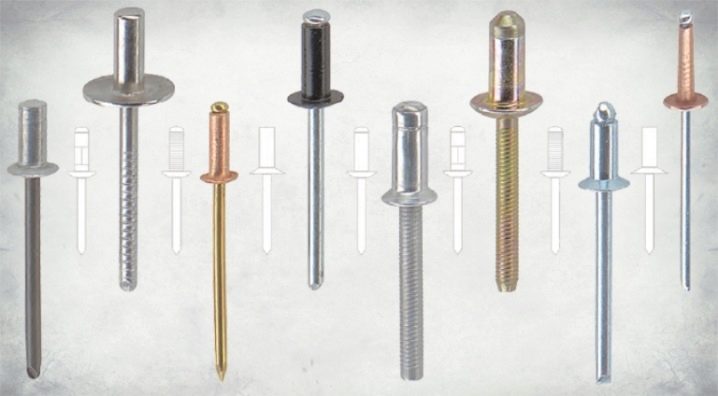
Rodzaj sprzętu dobierany jest zgodnie z wymaganiami połączenia. W związku z tym, że na współczesnym rynku elementów złącznych występuje szeroka gama nitów zrywalnych, dobór odpowiedniego elementu nie będzie trudny. W zależności od charakterystyki wydajności sprzęt dzieli się na kilka typów.
- Połączone modele są uważane za najczęstsze gatunki. Sprzęt jest w stanie zapewnić trwałe połączenie szczególnie twardych części, które są narażone na obciążenia mechaniczne, ciężar i wibracje.



- Uszczelnione modele mają dość wąską specjalizację i są szeroko stosowane w przemyśle stoczniowym. Cechą konstrukcji modeli niewidomych jest uszczelniony koniec pręta. Produkty mogą być wykonane ze stali nierdzewnej, miedzi i aluminium.
- Modele z wieloma zaciskami posiadają kilka sekcji nitowania i są instalowane w konstrukcjach ruchomych, jeśli konieczne jest połączenie trzech lub więcej elementów. Taka sekcja znajduje się między dwoma sąsiednimi elementami, a instalacja odbywa się za pomocą pistoletu pneumatycznego.



Oprócz tradycyjnych modeli istnieją opcje wzmocnionych nitów, do produkcji których stosuje się mocniejszy materiał o grubszych ściankach.
Typowe wymiary
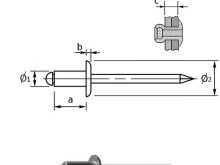
Zgodnie z GOST 10299 80 kształt, wymiary i średnice łbów i trzpieni nitów zrywalnych są ściśle regulowane. Pozwala to usystematyzować użycie sprzętu, a także uprościć obliczanie parametrów części i dokładnie określić ich liczbę. Niezawodność i trwałość połączenia zależy od poprawności obliczeń. Jednym z głównych parametrów nitów jest ich długość, którą można obliczyć ze wzoru: L = S + 1,2d, gdzie S to suma grubości łączonych elementów, d to średnica nitu, oraz L to wymagana długość sprzętu.



Średnica nitu jest wybierana o 0,1-0,2 mm mniejsza niż wiercony otwór. Pozwala to na swobodne pozycjonowanie części w otworze, a po dostosowaniu jej położenia nitowanie. Typowe średnice nitów zrywalnych to 6, 6,4, 5, 4,8, 4, 3,2, 3 i 2,4 mm.Długość nitów waha się od 6 do 45 mm, co wystarcza do łączenia materiałów o łącznej grubości od 1,3 do 17,3 mm.
Budowa i zasada działania
Nity zrywalne produkowane są w ścisłej zgodności z normą DIN7337 i podlegają regulacji GOST R ICO 15973. Strukturalnie części składają się z dwóch elementów: korpusu i pręta. Korpus składa się z łba, tulei, cylindra i jest uważany za główny element nitu, który pełni funkcję mocowania. W przypadku niektórych urządzeń cylindryczna podstawa jest szczelnie uszczelniona. Głowa ciała może być wyposażona w wysoką, szeroką lub ukrytą stronę.


Pierwsze dwa zapewniają najbardziej niezawodne połączenie, jednak będą wyraźnie widoczne z przodu. Sekret nie wyróżnia się tak wysokimi wskaźnikami niezawodności, jak wysoki i szeroki, ale jest również szeroko stosowany w budownictwie i naprawach. Wynika to z faktu, że wysokość łba strony wpuszczanej nie przekracza 1 mm, co sprawia, że okucie jest prawie niewidoczne na mocowanych powierzchniach. Pręt (rdzeń) jest równie ważną częścią nitu i wygląda jak gwóźdź. W górnej części elementu znajduje się głowica i ustalacz z umieszczoną pomiędzy nimi strefą separacji, wzdłuż której pręt łamie się podczas montażu.


Nity zrywalne dostępne są w różnych rozmiarach. Wartość liczbowa oznaczenia sprzętu oznacza średnicę cylindra i jego długość. Dlatego przy wyborze elementów złącznych decydujące są jego wymiary. Obie wartości są oznaczone znakiem „x”, a przed nimi napisane jest, z jakiego stopu wykonany jest cylinder. Tak więc oznaczenie AlMg 2,5 4x8 będzie oznaczać, że okucie wykonane jest ze stopu magnezowo-aluminiowego, średnica zewnętrzna cylindra wynosi 4 mm, a długość 8 mm. Trzpień nitu wykonany jest ze stali i służy do nitowania połączenia, podczas montażu jest wyciągany i łamany za pomocą nitu pneumatycznego lub szczypiec.


Nit zrywalny działa po prostu: okucie wkłada się do otworu przelotowego, wstępnie nawierconego w obu arkuszach. Następnie gąbki pistoletu pneumatycznego opierają się o bok nitu, zaciskają pręt i zaczynają go przeciągać przez korpus. W takim przypadku głowica pręta odkształca korpus i napina łączony materiał. W momencie osiągnięcia maksymalnej wartości dokręcenia pręt łamie się i jest usuwany. Produkt można stosować natychmiast po instalacji.
Montowanie
Montaż nitów zrywalnych jest tak prosty, że nie sprawia trudności nawet początkującym.

Warunkiem instalacji jest tylko dostępność narzędzia do nitowania i przestrzeganie kolejności prac.
- Pierwszym krokiem będzie zaznaczenie przedniej strony górnej części łączonych części. Odległość między dwoma sąsiednimi nitami nie powinna być mniejsza niż pięć średnic ich łbów.
- Otwory należy wiercić z niewielkim naddatkiem.
- Gratowanie odbywa się po obu stronach każdej części. Jeśli dostęp do zamkniętej strony jest ograniczony, gratowanie po zamkniętej stronie jest pomijalne.


- Montaż nitu zrywalnego należy wykonać w taki sposób, aby trzpień znajdował się po stronie czołowej.
- Chwytanie pręta nitem i praca pistoletem pneumatycznym musi odbywać się płynnie i jednocześnie z odpowiednią siłą.
- Pozostała część pręta, jeśli to konieczne, jest odcinana lub odcinana szczypcami. W przypadku nieprecyzyjnie wykonanego złamania pręta dopuszcza się piłowanie głowy pilnikiem.
Przydatne porady
Oprócz ogólnego algorytmu wykonywania pracy, każdy materiał ma swoje własne drobne subtelności instalacji. Tak więc przy łączeniu materiałów o różnej grubości nit powinien być montowany od cienkiej strony. Umożliwi to odwróconą głowicę uformowanie grubszego spłaszczenia i poprawi niezawodność połączenia. W przypadku braku możliwości takiego ułożenia na boku z cienkiego materiału można założyć podkładkę o wymaganej średnicy.Taka uszczelka nie pozwoli na przepchnięcie cienkiej warstwy i nie pozwoli na odkształcenie powierzchni.


Przy łączeniu materiałów twardych i miękkich zaleca się stosowanie okuć z wysokim bokiemm, podczas gdy odwrócona głowica jest lepiej umieszczona z boku litego materiału. Jeśli nie jest to możliwe, od strony miękkiej warstwy można założyć podkładkę lub użyć nitu płatkowego. Lepiej jest łączyć delikatne i cienkie części za pomocą plastikowych nitów zrywalnych lub użyć opcji przekładek i płatków. Aby uzyskać gładką powierzchnię z obu stron, zaleca się stosowanie nitów wyposażonych z obu stron w łeb stożkowy.


Aby utworzyć szczelne, wodoodporne połączenie, konieczne jest zastosowanie zamkniętych „ślepych” okuć, które mogą skutecznie zapobiegać wnikaniu kurzu oraz wnikaniu wody i oparów. W przypadku montażu nitu w trudno dostępnym miejscu wraz z pistoletem do nitowania konieczne jest zastosowanie dodatkowego wyposażenia w postaci przedłużek, które ułatwią dotarcie do pręta.

Ponadto podczas montażu okuć należy pamiętać, że odległość od osi elementu do krawędzi łączonych części musi być większa lub równa dwóm średnicom łba. Łączeniu materiałów sypkich musi towarzyszyć montaż dodatkowej tulei, w którą zostanie osadzony nit. Przy łączeniu rur o płaskich powierzchniach nie zaleca się przepuszczania okuć przez rurę. Połączenie będzie silniejsze, jeśli tylko jedna strona rury jest zaangażowana w dokowanie.


Tym samym nity zrywalne są uniwersalnym elementem mocującym. Pozwalają na stworzenie silnego i niezawodnego połączenia w trudno dostępnych miejscach. Ponadto części łatwo łączą powierzchnie z ograniczonym dostępem od tyłu.
Szczegółowa opowieść o zastosowaniu nitów zrywalnych znajduje się w poniższym filmie.













Komentarz został wysłany pomyślnie.