Jak ostrzyć wiertło do metalu w domu?

Bez względu na to, czym okaże się wiertło - nawet wysokiej jakości - po setkach cykli wiercenia staje się stępione, tracąc doskonałe naostrzenie, które zapewnia sam produkt w fabryce. Nie wywierci idealnego, nieposzarpanego otworu, dopóki wiertło nie zostanie naostrzone z powrotem do pierwotnej ostrości.
Kiedy należy ostrzyć?
Ostrzenie wierteł do metalu jest potrzebne w następujących przypadkach.
- Zeskakuje z punktu oznaczonego przy pomocy rdzenia.
- Podczas próby wiercenia bez zaznaczania przyszłego otworu wiertło nie chwyta wybranego punktu czubkiem końcówki, ale „chodzi”, bez względu na to, jak ciężko robi mistrz.
- Podczas wiercenia słychać bicie, pukanie, hałas, który zamienia się w klang o wysokiej częstotliwości. Uderzenia i wibracje rozluźniają wiertło (lub wiertarkę udarową). Na mechanice zepsutej tępymi wiertłami nie można wiercić nowymi, dopiero co zakupionymi wiertłami: nowe wiertło często się z tego psuje.
- Przegrzanie nawet po minucie ciągłej pracy. Przegrzanie stali szybkotnącej spowoduje utratę jej właściwości wytrzymałościowych (wiązkość, twardość), a produkt będzie nadawał się tylko do obróbki drewna, a nie do metalu.
- Cząsteczki metalu rozrywają się, spiralne wióry znikają.
Jeśli zostanie znaleziony jeden lub więcej znaków, natychmiast przerwij wiercenie i sprawdź ostrość końcówki i spiralnych krawędzi.

Wymagane narzędzia
Każde z wybranych narzędzi, w tym wyposażone w silnik elektryczny, musi ostrzyć wyroby stalowe (noże, wiertarki, nożyczki itp.). Drugim wymogiem jest utrzymanie wiertła w trakcie ostrzenia. To, jak szybko i skutecznie wiertło ostrzy, zależy od ustawienia wymaganego kąta szlifowania nadmiaru warstwy stali od krawędzi czubka oraz szybkości docisku produktu w kierunku ściernicy. Zmechanizowane narzędzia do ostrzenia pozwalają w kilka minut doprowadzić wiertło o średnicy 3-19 mm do stanu roboczego. Wiertła kręte ostrzą się na specjalnych lub konwencjonalnych maszynach z silnikiem elektrycznym i prostym systemem posuwu. Taką maszynę można samodzielnie zmontować w garażu - nie ma konieczności zakupu profesjonalnych maszyn; często prostowanie ostrza wiertniczego jest prostowane pilnikiem, kamieniem ostrzącym lub kółkiem.



bułgarski
Oprócz samego napędu elektrycznego mistrz będzie potrzebował imadła, w którym zaciśnięty jest toczony produkt.
Wielkość ziarna ściernicy dobrana jest tak, aby gołym okiem nie było widać mikrobruzd pozostawionych przez ziarna okruchów szklanych, które mielą metal.

Aby obrócić wiertarkę za pomocą szlifierki, wykonaj następujące czynności:
- zamocuj wiertło pionowo w imadle;
- zmiel tylną krawędź, aby usunąć ślady zużycia;
- szlifuj krawędź tnącą pod kątem 120°.
Nie trzymaj wiertła bez przerwy dłużej niż dwie sekundy. Krótkie sesje polegają na usuwaniu cienkich, znacznie mniejszych niż 1 mm warstw stopu z krawędzi roboczej. Wiertarka jest ponownie gotowa do użycia.

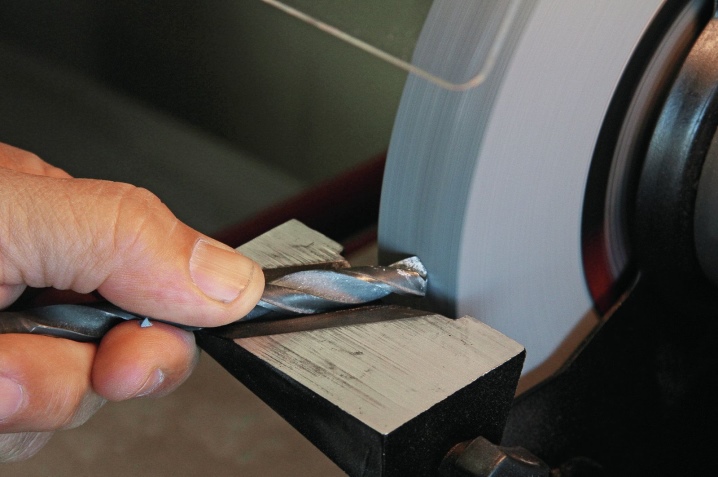
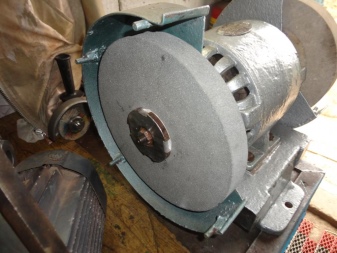
Ostrzałka
Szlifierka wyróżnia się szybkością użytkowania, mobilnością, ale mistrz płaci za toczenie z jego pomocą przy ryzyku kontuzji. Nawet zakładając osłonę ochronną na szlifierkę, istnieje możliwość, że ściernica pęknie, narzędzie poprowadzi z krótkim zacięciem z prędkością tysięcy obrotów na sekundę. Ostrzałka zmniejsza ryzyko obrażeń ze względu na sztywne mocowanie samej maszyny. Jeśli nie można określić kąta ostrzenia, nakładany jest plastikowy szablon, który przed rozpoczęciem szlifowania nakłada się na szlifowaną powierzchnię. Aby uchwyt nie zszedł na bok, jest mocowany śrubą. Aby włączyć wiertło na ostrzarce, wykonaj następujące czynności.
- Zamocuj wiertło w uchwycie i włącz maszynę.
- Przesuń krawędzie tnące do ściernicy pod kątem 120°.
- Jeśli na wiertle są nacięcia i wgniecenia, zeszlifuj je ze wszystkich stron. Zaburzają one wyrównanie produktu i wiertła, powodując niepotrzebne wibracje.
Wiertła szlifierskie o dużej średnicy, ze względu na zwiększoną pojemność cieplną, przegrzewają się, przechodząc z szybkoobrotowych w konwencjonalne, nienadające się do wiercenia w żadnej innej stali.


Wiertło
Wiertło umożliwia szlifowanie wierteł do metalu. Schemat działań jest następujący.
- Zainstaluj na wiertarce adapter do konwencjonalnych wierteł. W przypadku prostej wiertarki elektrycznej nie jest to wymagane.
- Zainstaluj wiertło w otworze o pożądanej średnicy.
- Uruchom wiertło i szlifuj wiertło z jednej strony.
- Aby obrócić drugą krawędź skrawającą, przekręć drugą stronę wiertła z tego samego końca.
Wiertło ostrzy tylko lekko tępe wiertło.
Produktu z wgnieceniami i nacięciami na krawędzi tnącej nie można ostrzyć wiertłem.
Ale ze względu na stosunkowo niski koszt - w porównaniu z innymi narzędziami - toczenie wierteł na dyszy jest niedrogie.




Plik lub plik
Pilnik nie nadaje się do obróbki stali szybkotnącej, która charakteryzuje się zwiększoną twardością w porównaniu z innymi gatunkami i gatunkami stali. W przypadku kamieni szorstkich lub pokrytych diamentem trudno jest ręcznie utrzymać żądany kąt ostrzenia. Używaj zmotoryzowanych urządzeń do ostrzenia.

Technologia
Aby ostrzyć wiertło o wysokiej jakości, potrzebne są pewne urządzenia. Nie ma znaczenia, czy jest to małe, czy duże wiertło - technologia jest taka sama: główną pracę wykonują krawędzie skrawające na końcu, a boczne spiralne krawędzie wyrównują wiercony otwór, kierując wióry do spiralnych kanałów.

Najłatwiejszym sposobem naostrzenia wiertła jest tuleja, której średnica wewnętrzna jest równa średnicy przekroju samego wiertła. Tuleja jest mocno zamocowana pod żądanym kątem. Dobiera się go w następujący sposób - wiertło musi wyraźnie i z wysiłkiem wejść w szablon, nie odbiegając nawet o stopień. Jeśli wiertło będzie się odchylać, brzegi sieczne nie zostaną dokładnie odzyskane, a co za tym idzie, będzie „chodzić” podczas pracy. Tuleję można uzupełnić rurami z metali nieżelaznych, których średnica wewnętrzna jest równa najczęstszym wartościom średnicy produktu.

Szczególnie doświadczeni rzemieślnicy doposażają to urządzenie w drewniany klocek, wiercony wiertłami o różnych średnicach.
Szablon zawiera poręczne narzędzie, które ułatwia podawanie wiertła do ściernicy w celu ostrzenia i nie pozwala na ruch produktu w przeciwnym kierunku. Im twardszy jest rodzaj drewna, z którego wykonany jest pręt, tym dokładniej ustawiany jest kąt: na przykład mistrz używa dębowego pręta do podawania wiertła, podczas gdy kołysanie wiertła w nim podczas ostrzenia jest wykluczone . Maszyna - na przykład ta sama osełka - może być wykonana w domu: najważniejsze jest to, że osełka nie jest wyśrodkowana, nie wibruje podczas pracy.

Prawidłowy kąt
Kąt zależy od rodzaju stali lub innego metalu (lub stopu), w którym wiercone są otwory. Im niższa twardość metalu lub stopu, tym większy kąt ostrzenia. Tak więc w przypadku stali, żeliwa i brązu, przedmiotów obrabianych, z których należy wiercić, kąt ostrzenia sięga 120 °, w przypadku tworzyw sztucznych i miękkich metali alkalicznych, takich jak magnez - 85 °.


Ale w przypadku kamionki szklanej i porcelanowej kąt jest jeszcze głupszy - 135 °, to samo jest wymagane w przypadku miękkiego brązu i stopów aluminium.
Każdy gatunek drzewa wymaga 130 °. 115 ° jest wystarczające dla stali nierdzewnej. Faktem jest, że łatwo podatny metal tworzy w krótkim czasie więcej wiórów, dochodzi do nadmiernego tarcia, ostrze wiertła nagrzewa się coraz szybciej. A nadmierne ciepło tępi je – nawet hartowana stal, z której wykonane jest wiertło, jest odpuszczana po podgrzaniu. Stal produktu traci twardość i zaczyna się raczej tępić.

Debugowanie
Możesz zabrać do domu wiertło nadające się do regeneracji na specjalnych ściernicach, które łączą szlifowanie zgrubne stali szybkotnącej z drobnoziarnistym. Te dyski zawierają stosunkowo miękki wypełniacz, który eliminuje z pracy szorstkie rysy, nacięcia i wyżłobienia. Są eliminowane bez zmiany kształtu krawędzi tnących. Tarcze te umieszcza się na szlifierce lub wiertarce, a wiertło mocuje się na osobnym zacisku lub w imadle. Jeśli obróbka za pomocą kół okazała się szorstka, sam produkt jest szlifowany za pomocą obracającego się koła szmerglowego.

Badanie
Szybkie sprawdzenie poprawności ostrzenia uzyskuje się za pomocą specjalnego szablonu, który mierzy długość krawędzi tnących, położenie końcówki, kąt skosu kanałów wylotowych na wiertle oraz wartość kąta podłużnego krawędź.

Podcięcie
Jeśli wiertło 10 mm mistrza jest tępe, produkt jest ostrzony od strony krawędzi natarcia. Zadaniem jest zwiększenie kąta ostrza i zmniejszenie skosu krawędzi natarcia, zwężenie krawędzi poprzecznej.
Ten ostatni pozwoli na bardziej aktywne zeskrobywanie metalu lub stopu na obrabianym przedmiocie w środku otworu.
Zapobiega to przyspieszonemu łamaniu najmniejszych ziaren stali z czubka, co oznacza, że wydłuża żywotność wiertła, umożliwia wiercenie szybciej i więcej. Produkt dodatkowo szlifowany pod niewielkim kątem przyłożenia, co zmniejsza siłę tarcia w wyciętych otworach.


Zalecenia
Zwykłe wiertła ostrzy się własnymi rękami na prostej ostrzarce, piły z dużą tarczą szlifierską, szlifierce lub wiertarce z dyszą. Ale w przypadku koron może być wymagana specjalna maszyna. Fakt jest taki korona ma oś - główne wiertło, które jest powszechnym produktem. A jeśli ostrzy w prosty sposób, to ząbkowana, przypominająca piłę krawędź korony będzie wymagała warunków maszynowych. To samo dotyczy wierteł stożkowych.

Nie ostrzyć wierteł bez osłony ochronnej i ekranu – rozsypywanie się pyłu stalowego jest niebezpieczne dla oczu. Wielokrotne uszkodzenie oczu, zatykanie się wiórami jest obarczone trudnościami w ich wydobyciu.
W najgorszym przypadku, z powodu zatrucia stalą, która rdzewieje w słonym środowisku, człowiek łatwo ją zgubi. Uważaj, aby nie wiercić w suficie bez kasku - spadające wióry również wpadają do niezabezpieczonych oczu.
Wybierz odpowiedni kąt dla swojego podcięcia. Zbyt „płaskie” wiertło nie przewierci stali, zbyt „stromo” – drewno, aluminium, brąz, magnez, plastik. Nieprawidłowy kąt spowoduje, że wiertło będzie się kołysać i otwór się poruszy, albo zakleszczy się i pęknie.
Nie wiercić zwykłą stalą szybkotnącą w szkle, kamionce porcelanowej, granicie, ceramice, glinie o wysokiej wytrzymałości. Dla tych materiałów jest tak zwana wygrana. Stop Pobeditovy znacznie przewyższa wytrzymałość stali szybkotnącej. Nie próbuj przewiercać szkła hartowanego - natychmiast się rozpadnie.
Nie ostrz zwycięskich wierteł zwykłymi szmerglowymi i zeszklonymi kamiennymi kręgami. - do tych produktów jest diament, jak te koła, którymi tnie się kamień, cegłę i hartowaną stal. Szlifuj zwycięskie wiertła przy niskich prędkościach.

Nie przegrzewaj wiertła podczas obracania - przegrzana stal ulegnie hartowaniu i stanie się zauważalnie gorsza. Nie będzie już ani hartowana, ani szybka (instrumentalna).
Nie chłodzić rozpalonego do czerwoności wiertła dłutowanego w wodzie lub innych zimnych płynach - wniknie w mikropęknięcia od ostrego chłodzenia. Przy pierwszej próbie nawiercenia przedmiotu obrabianego produkt natychmiast pęknie.
Nie odchylaj wiertła podczas skręcania. Najmniejsza ostrożność – nawet do pewnego stopnia – doprowadzi do nierównomiernego obracania się, pojawienia się wibracji, złamania samej wiertarki oraz poluzowania przekładni i silnika wiertarki.
Długości krawędzi tnących różnią się od siebie do 0,3 mm. To ograniczenie obserwuje się podczas toczenia wierteł o małych średnicach.

Długość części roboczej nie powinna być mniejsza niż centymetr. Jeśli wiertło złamie się na pół i część obszaru cięcia zostanie wyrzucona, nie szlifuj wierteł, których przekrój roboczy jest teraz mniejszy niż centymetr.
Wiertła z węglików spiekanych (np. Pobedit, diamentowane) są ostrzone tymi samymi narzędziami, co wiertła pełne wykonane z tych samych materiałów.
Jak łatwo jest naostrzyć wiertło, patrz poniżej.













Komentarz został wysłany pomyślnie.