Tokarki pionowe

Tokarki pionowe mogą być bardzo dobrym wyposażeniem dla wielu gałęzi przemysłu. Musisz jednak dokładnie dowiedzieć się, jakie są ich przeznaczenie i główne elementy, w co wyposażona jest skrzynia biegów. Będziesz także musiał przestudiować inne cechy urządzenia, krzywki maszyn CNC, zapoznać się z kryteriami wyboru.
Urządzenie i zasada działania
Bardzo trudno jest dokładnie powiedzieć, jaki jest ogólny pogląd na tokarko-wytaczarki. Reprezentowane są przez bardzo dużą liczbę modyfikacji. Każda wersja jest zoptymalizowana pod kątem wykonywania bardzo specyficznego zakresu manipulacji, co w przewidywalny sposób przekłada się na jej wygląd i parametry techniczne. Stopniowo upowszechniają się uniwersalne modele tokarek pionowych. Ale nadal istnieją między nimi bardzo poważne różnice.


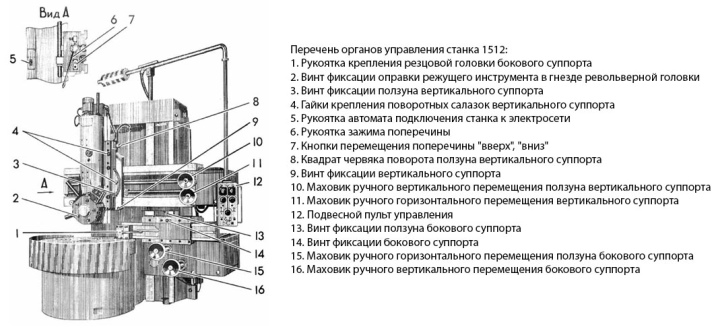
Główne węzły na schemacie urządzenia to:
- stojaki;
- łącze transmisyjne zapewniające połączenie głównych części z napędem;
- Punkt kontrolny;
- montaż wspornikowy, dzięki któremu wrzeciono się porusza;
- zaciski (umieszczone po lewej i prawej stronie);
- osłona techniczna;
- kołyska do płyty czołowej;
- para pudełek paszowych;
- system kontroli operatora;
- jednostka sterująca mocą;
- panel elektryczny.
Za pomocą tokarek pionowych można wykonywać różnorodne manipulacje:
- wyciąć rowek;
- nadać wymagany kształt powierzchniom części cylindrycznych lub stożkowych;
- przygotować otwory o wymaganych parametrach;
- szlifować płaskie obszary;
- rozłóż metalowy przedmiot;
- zorganizować rzeźbienie;
- zrobić ukształtowaną powierzchnię.


Na tokarkach wytaczarskich stosowane są szczęki wytaczarskie i frezarskie.
Mogą być zaprojektowane nawet dla modeli z dużymi płytami czołowymi. Z ich pomocą obrabiany przedmiot jest idealnie przymocowany, nawet jeśli jest ciężki i duży. Typowy zestaw zawiera 4 lub 8 szczęk. Tokarki pionowe są coraz częściej sterowane programowo (tj. stosuje się sterowanie numeryczne).
Takie podejście minimalizuje niebezpieczeństwo związane z czynnikiem ludzkim. Dzięki niemu dokładność przetwarzania znacznie wzrasta. Co więcej, taki sprzęt pozwala na pracę z prędkościami całkowicie niedostępnymi nawet dla najbardziej doświadczonych tokarzy karuzelowych pracujących na prostym sprzęcie. Wersje ręczne są używane w branżach ograniczonych do prostych operacji toczenia lub do obróbki zgrubnej konstrukcji. Obrabiane przedmioty są mocowane głównie w uchwytach płyty czołowej.


Następnie rozpocznij obrót przy niskich prędkościach. Ten przebieg zapewnia prawidłowe wyśrodkowanie przedmiotu obrabianego. Następnie wprowadza się głowicę wrzeciona. Porusza się wzdłuż trawersu. Na koniec rozpoczyna się dopływ płynu, który smaruje maszynę i usuwa nadmiar ciepła.
Regulacja obrotów i trybów przetwarzania zależy od stopnia wyposażenia gearboxa, jakie podzespoły w nim występują, jak są skonfigurowane. Wszystko to zostało zaprojektowane z uwzględnieniem wybranego schematu kinematycznego.
Istnieją tokarki pionowe z jednym lub dwoma stojakami. Wersja dwusłupkowa jest w stanie obsługiwać większe elementy, a jednocześnie jest bardzo wydajna. Łóżka aparatu dwusłupkowego zawierają poprzeczkę z suwmiarką i suwmiarką obrotową.

Do przemieszczania tych zacisków zwykle przewidziane są prowadnice poziome. Blok do wytaczania ma suport wzdłużny z mechanizmem obrotowym. Częścią mechanizmu jest suwak, na którym osadzony jest uchwyt noża. Prawidłowe użytkowanie wytaczaka i dołączonych do niego nasadek pozwala na:
-
pracować z powierzchniami stożkowymi;
-
otwory wiertnicze;
-
przeciąć wewnętrzne rowki.
Bez względu na specyficzne niuanse, takie maszyny są przeznaczone do manipulowania częściami o przekroju znacznie większym niż długość. Najczęściej mówimy o przekrojach większych niż 50 cm, łatwo zrozumieć, że taka technika jest potrzebna w wyspecjalizowanych gałęziach inżynierii mechanicznej, gdzie wymagana jest produkcja dużych produktów.
Mechanizm taki jak karuzela pozwala na przesuwanie żądanych przedmiotów po całkowicie zamkniętej poziomej ścieżce.

Jeśli element tnący wytaczarki współpracuje z powierzchnią czołową, utworzą się na nim pierścieniowe rowki. Jeśli przesuniesz samo narzędzie w płaszczyźnie poziomej, nie będziesz już mógł szlifować rowków okrągłych, ale spiralnych. Zmieniając tryby pracy i precyzyjne ustawienia, można dość drastycznie zmienić skok tych rowków. Rowki są opracowywane na dowolną głębokość - będzie to zależeć tylko od tego, jak intensywnie zakopany jest blok roboczy. Istnieją narzędzia, które pozwalają na wykonanie rowków również na ściankach bocznych – nie ma znaczenia, czy te ścianki boczne znajdują się wewnątrz czy na zewnątrz.
Przegląd gatunków
Po wcześniejszym umówieniu
Uniwersalne modele są zoptymalizowane pod kątem szerokiego zakresu operacji. Oczywiście tracą na doskonałości wykonania poszczególnych manipulacji. Specjalistyczne urządzenia są wąsko skoncentrowane, ale określone rodzaje prac wykonywane są bezbłędnie. Uniwersalna tokarko-wytaczarka najczęściej posiada jeden stojak. Rozmiary takich urządzeń mają swój własny zakres rozmiarów, a wybór tych wymiarów zależy od przekroju przedmiotu obrabianego.


Wysokospecjalistyczne tokarki i wytaczarki są zwykle projektowane na podstawie uniwersalnych wzorów.
Specjalizację można osiągnąć:
- zwiększenie lub zmniejszenie wysokości, na której odbywa się przetwarzanie;
- zmiana liczby zacisków;
- poprawki w konstrukcji zacisków;
- wprowadzenie pomocniczych głowic napędowych;
- dodanie do projektu węzłów, które pozwalają wykonywać złożone działania.



Według liczby punktów wsparcia
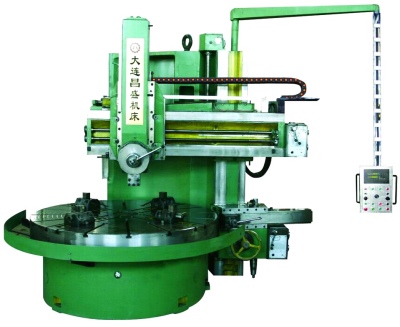
Maszyny jednokolumnowe są korzystnie wyposażone w system sterowania numerycznego. Pozwalają na obsługę konstrukcji o przekroju nie większym niż 150 cm Dodatkowym obszarem zastosowania jest manipulacja powierzchniami stożkowymi. Każda maszyna jednokolumnowa zawiera podporę boczną z uniwersalnym uchwytem.
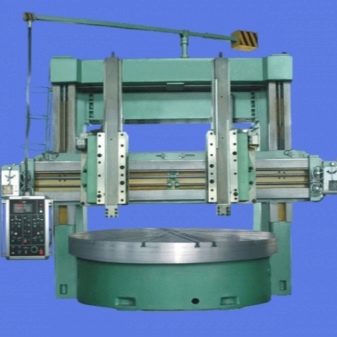
Dwusłupkowy typ urządzenia charakteryzuje się zwiększoną sztywnością i niezawodnością, dlatego jest stosowany do pracy ze szczególnie dużymi, ciężkimi detalami. Ruch belki poprzecznej i podpór odbywa się za pomocą specjalnej jednostki - „portalu”.


Według liczby zacisków
Może być jeden lub kilka z nich. Modele jednopodporowe wyróżniają się stosunkowo wąskim obszarem zastosowania.
Im więcej takich elementów, tym szerszy zakres zastosowania.


Według rodzaju głowicy wrzeciona
Zwykła konstrukcja oparta jest na jednym nożu. Bardziej nowoczesnym typem jest wieża. Dzięki niemu możesz używać kilku części tnących jednocześnie. Ruch jest zorientowany zarówno poziomo, jak i pionowo, zgodnie z twoim wyborem. Noże są wkładane do głowy jeden po drugim i jeden po drugim zabierają się do pracy.

Według rodzaju sterowania ruchami roboczymi
W zwykłych warsztatach iw domu do obróbki metalu często stosuje się techniki ręczne. Pomimo prostoty i lekkości takie urządzenia mają minus - trzeba będzie działać bardzo ostrożnie. Taka technika radzi sobie tylko z prostymi zadaniami, a nawet gdy są one wykonywane, czynnik ludzki odgrywa ogromną rolę.Dlatego nawet w segmencie gospodarstw domowych maszyny CNC, mimo podwyższonej ceny, stają się coraz bardziej przekonującymi liderami.
Warto zwrócić uwagę na parametry sprzętu. Typowe maszyny, które są dostarczane w wielu branżach, oprócz głównego silnika elektrycznego, mają kilka napędów pomocniczych. Te specjalne jednostki pozwalają na bardziej precyzyjną kontrolę poszczególnych części maszyny produkcyjnej. Im większe części, tym mocniejsze powinny być elektrownie. W branży często zdarza się, że modele urządzeń tokarskich zużywają 10 kW energii elektrycznej lub więcej.


Zwiększone tempo technologii karuzelowej wynika w dużej mierze ze specyfiki montażu paneli czołowych. Liczy się również na większą dokładność manipulacji. Dzięki temu możliwe jest wykonywanie prac wymagających ściśle ograniczonych tolerancji. Warto zwrócić uwagę na maksymalną wysokość i przekrój wykrojów. Wysokość konstrukcji może być różna - w różnych przypadkach jest to 80-500 cm.
Dokładność, z jaką części będą przetwarzane, zależy od jakości ustawień bloku kluczowego. Jak już wspomniano, przy użyciu CNC liczba ta jest maksymalna. Niektóre precyzyjne maszyny do konturowania mogą wykazywać jeszcze niższe wskaźniki błędów.
Nie da się jednak przez cały czas utrzymywać pracy na tak wysokim poziomie.

Najlepsi modele
Rynek nudnych tokarek zawiera wiele różnych modeli. Dalian Guofeng Machine Tools to dobra oferta. Jej modele 5231, 5240, 5250 mogą śmiało konkurować z najlepszymi krajowymi projektami. Wyróżniają się zwiększoną dokładnością i są dość praktyczne. Nawet półfabrykaty o skomplikowanych kształtach geometrycznych mogą być z powodzeniem przetwarzane.

Wszystkie opisane modele mają dwie podstawki. Ale w asortymencie chińskiej firmy są również wersje jednokolumnowe. Ich moc to nie mniej niż 22 000 watów i nie więcej niż 45 000 watów. Modyfikacje od 5110 do 5131 są sterowane numerycznie. Taki sprzęt jest dość skuteczny, uzupełniony specjalnymi serwomechanizmami.
Za produkty szwajcarskiej firmy ENCE GmbH trzeba będzie zapłacić więcej. Jednak jej wskaźniki jakości są również wyższe. Ten producent jest w stanie zaoferować kilka linii jednocześnie. Tak więc LEN 3000-5000 są domyślnie maszynami bez CNC, ale w razie potrzeby można dodać taką jednostkę sterującą. Główny moduł zasilania składa się z kilku etapów. Jego silnik elektryczny jest w stanie dostarczyć 16 różnych prędkości.

Jeśli potrzebujesz pracować z półfabrykatami o wielkości od 125 do 200 cm, Powinna być preferowana seria LEN 1250-2000... Urządzenia te mają prowadnice rolkowe. Same rolki zawierają łożyska toczne wykonane z bardzo dużą precyzją. Redukcja błędów osiągana jest również dzięki wyważonym oprawkom narzędziowym. Aby zwiększyć niezawodność i stabilność sprzętu, jest on wyposażony w części elektryczne firmy Siemens.

Wśród firm krajowych należy wymienić Krasnodar Heavy Machine Tool Plant. Dostarcza jednocześnie kilka modeli tokarek pionowych. Do przesuwania zacisku są wyposażone w prowadnice ze stali hartowanej. Dwukolumnowa konstrukcja wykorzystuje parę zacisków wieżowych lub kombinację jednostek wieżowych i wytaczarskich. Niektóre modele umożliwiają zastosowanie chłodzenia cieczą pod wysokim ciśnieniem.

Na uwagę zasługuje również wersja 1A516MF3 firmy Stankonov. Jego podstawka mocowana jest do stołu za pomocą śrub (przekładka pełni rolę pośredniczącą). Żeliwna belka poprzeczna jest produkowana przez odlewanie. Urządzenie może obsługiwać detale o masie do 10 000 kg.
Posuwy suwmiarki są regulowane bezstopniowo.

Alternatywą są produkty firmy „TBS”. Dokładniej, wersje jednokolumnowe 1512/1516F11 i 1512/1516F3. Używają kanałów z oddzielnymi napędami. Domyślnie używane są zaciski wieży; na życzenie klientów zapewnia się wyposażenie w specjalne zaciski, które upraszczają obróbkę kół.Wysoka niezawodność jest utrzymywana dzięki centralnemu smarowaniu.

Kryteria wyboru
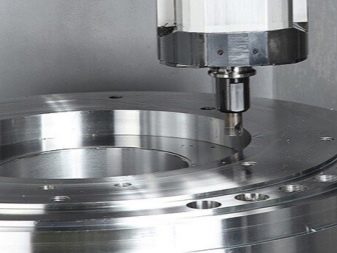
Tokarki pionowe mogą mieć płyty czołowe o dużej średnicy. Określa, jak duży będzie sprzęt i wielkość przedmiotów. Z kolei prędkość, z jaką obracana jest płyta czołowa, określa, jak wydajny będzie system. Do produkcji części stożkowych potrzebne są modele z jedną nogą. Wersje dwusłupkowe są bardziej popularne podczas pracy z przedmiotami o przekroju 160 cm lub większym.
W wielu przypadkach ważną rolę odgrywa dobór metod obróbki metali. A ich wykonalność na konkretnej maszynie zależy od tego, jak daleko poruszają się jednostki robocze w pionie i poziomie. Zmieniając kąt nachylenia suwmiarki, można wpływać na geometrię wytwarzanych produktów. Im bardziej wyrafinowany i urozmaicony, tym większy kąt ugięcia zapewniają projektanci. Istnieją również inne parametry, które należy wziąć pod uwagę.


Więc, oprócz najwyższych i najniższych prędkości płyty czołowej należy zwrócić uwagę na liczbę gradacji. Im jest większy, tym dokładniej możesz dostosować tryb pracy. Ale drugą stroną tej przewagi jest komplikacja kinematyki. Trudniej to obliczyć, a prawdopodobieństwo jakiejś awarii podczas pracy wzrasta. Warto zwrócić uwagę na pojemność magazynu narzędzi.
Jeśli jest wystarczająco duży, proces obróbki metalu jest uproszczony. W idealnym przypadku można skoncentrować cały łańcuch produkcyjny na jednej lub kilku maszynach tego samego typu. Wybierając urządzenie CNC, należy pomyśleć o dokładności działania jednostek wykonawczych. Punktem krytycznym jest dokładność, z jaką obracana jest płyta czołowa; jakiekolwiek odchylenie od niego pod danym kątem jest niedopuszczalne. Ze względu na efektywność wymiany narzędzi wyróżnia się maszyny z głowicą rewolwerową.















Komentarz został wysłany pomyślnie.