Jakie są przewodniki po maszynach i jak je wybrać?
Najważniejszą częścią obrabiarek są prowadnice, od których zależy dokładność ruchu narzędzia. Z artykułu dowiesz się, jakie są prowadnice kołowe i liniowe do maszyn CNC, które lepiej wybrać - rolkowe, kulkowe lub inne aluminiowe prowadnice.


ogólny opis
Wzajemny ruch przedmiotu obrabianego i narzędzia odbywa się po prowadnicach - rodzaju szyn. Wzdłuż nich porusza się korpus roboczy maszyny lub urządzenia z zamocowanym w nim przedmiotem obrabianym. A ponieważ te ruchy bezpośrednio wpływają na jakość produktu, prowadnice muszą spełniać szereg wymagań.
-
Sztywność i twardość. W obróbce metali występują duże siły skrawania - 100 kg lub więcej. Niemożliwe jest, aby korpus roboczy maszyny „chodził” więcej niż określona jakość. Dlatego prowadnice wykonane są z gatunków stali stopowych - -15, 95Х18, a następnie obróbki cieplnej, a także różnego rodzaju ceramiki.
-
Niska siła tarcia. Podczas obróbki skomplikowanych części na maszynach CNC narzędzie porusza się z szarpnięciami i przyspieszeniami. A ze względu na zwiększone tarcie traci się dokładność jego ruchów.
-
Odporny na zużycie. W prostych modelach obrabiarek do drewna prowadnice odlewane są w jednym kawałku z łożem, a w maszynach CNC są z nim połączone mechanicznie. Ale we wszystkich przypadkach naprawa jest trudnym i odpowiedzialnym biznesem.

Ponieważ istnieje wiele typów i modeli maszyn, przewodniki dla nich są różne.
Wyświetlenia
Ruchy kształtujące każdej maszyny to ruch obrotowy i liniowy. Potrzebują odpowiednich przewodników.
-
Stoły okrągłe są często używane w stołach obrotowych, gdzie przedmiot obrabiany jest ze wszystkich stron. Znajdują się we frezarkach i maszynach 5-osiowych.
-
Głowice napędowe i suwmiarki tokarek i maszyn wielooperacyjnych z CNC poruszają się liniowo w pionie i poziomie.
-
Pochylone są potrzebne do specjalistycznych obrabiarek.

Im łatwiej wykonać prowadnice, tym są tańsze, ale nie zawsze dają wymaganą dokładność ruchów. Dlatego konieczne jest prawidłowe dobranie kształtu przekroju.
-
Prostokątne, odlewane jednocześnie z łóżkiem, najprostsze. Często spotykany w niedrogich maszynach stacjonarnych.
Ze względu na dużą powierzchnię nośną dobrze radzą sobie z obciążeniami statycznymi, ale mają dużą siłę tarcia.
Nie różnią się one dużą dokładnością pracy, ponieważ na skutek zużycia między szyną a tuleją pojawia się luz. Ale można je naprawić, łatwo je polerować.


- Trójkątne lub pryzmatyczne, a dokładniej, ponieważ dzięki ściętym krawędziom nie ma szczelin. Były szeroko stosowane w budowie obrabiarek, ale obecnie są stopniowo zastępowane przez inne typy.

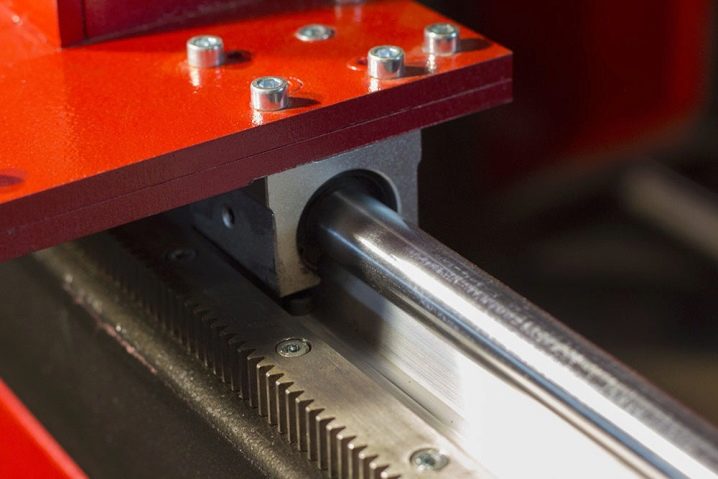
- Polerowane wały cylindryczne - prosty i powszechny, łatwy do zainstalowania na maszynie lub wymiany. Hartowanie indukcyjne i wykończenie powierzchni zapewniają odporność na zużycie i niski współczynnik tarcia. Ale jest wada - mocowanie wzdłuż krawędzi prowadzi do ugięcia pod własnym ciężarem lub pod masą zacisku. Trochę, ale już prowadzi do błędów produktu. Dlatego takie prowadnice nie są dłuższe niż 1 m, a stosunek średnicy do długości wału powinien wynosić co najmniej 0,05, a najlepiej 0,06-0,1.

- Wały wielowypustowe lepsza odporność na zginanie i skręcanie. A tuleja, która porusza się po wale, nie może sama się obracać, co zwiększa sztywność całej maszyny. Wady wałków wielowypustowych są takie same jak wałków polerowanych.I jeszcze jedno - wał wielowypustowy jest trudny do prawidłowego zainstalowania na maszynie, więc są rzadkie.


- Szyna cylindryczna - są to zwykłe prowadnice okrągłe, ale na całej długości są przyspawane do wspornika pryzmatycznego. Zwiększa to sztywność. Gdy maszyna pracuje z dużymi przedmiotami, prowadnice te są wygięte wraz z łożem, dzięki czemu względne położenie narzędzia lub przedmiotu obrabianego nie ulega zmianie. Oznacza to wzrost celności. A takie szyny są niedrogie.


- "Zazębiać" stosowany w ciężkich obrabiarkach wymagających sztywności i stabilności przy obciążeniach przemiennych i statycznych. Są odlane w jednym kawałku z łóżkiem, co utrudnia ich naprawę po zużyciu. Tylko producent lub bardzo dyskretna osoba, która będzie pracować ręcznie, będzie w stanie szlifować samoloty na całej długości. Ale takie szyny służą przez długi czas.
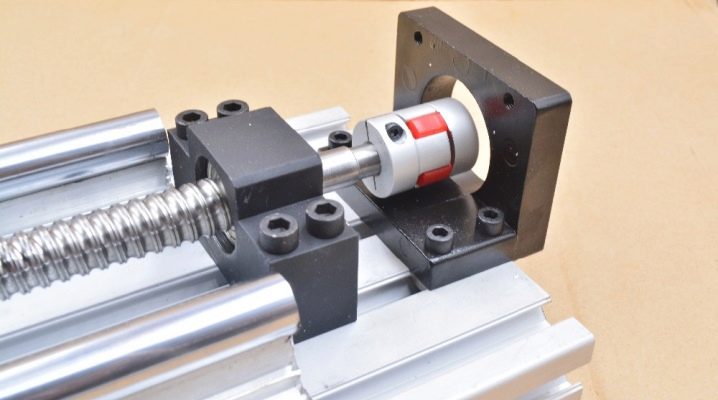
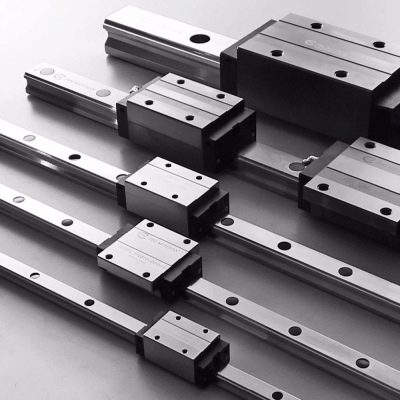
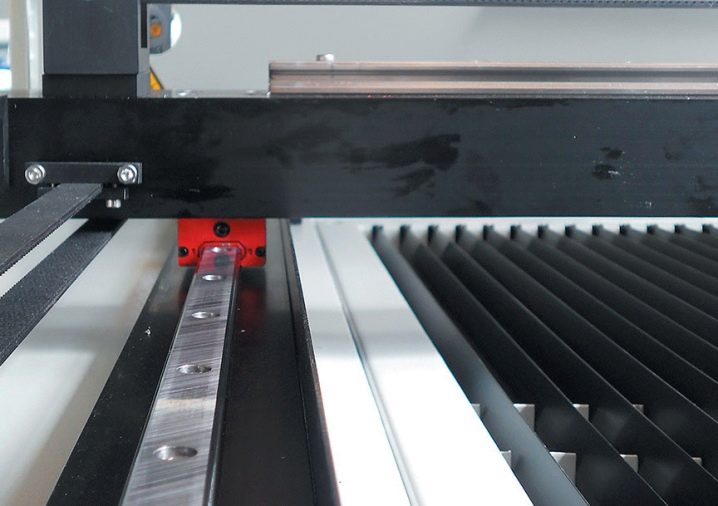
- Profile stalowe aluminiowe - najbardziej niezawodny w pracy. Dzięki rowkom, po których poruszają się kulki lub rolki, takie prowadnice dobrze trzymają ładunek, nie bawią się, nie skręcają ani nie zginają.
Ale są drogie, ponieważ wymagają szczególnie wysokiej jakości obróbki podczas produkcji. Są również trudne do zainstalowania na maszynie, ponieważ wymagana jest wysoka dokładność i wyrównanie elementów złącznych.
Na jakość maszyny wpływ mają nie tylko same szyny, ale także współpracująca tuleja. W inżynierii mechanicznej łączy się je w jeden termin - przewodniki. Tarcie, dokładność pozycjonowania i wszystko, co wpływa na ruch, zależy od konstrukcji tej pary. Dlatego prowadnice są różne: przesuwne, toczne i łączone.
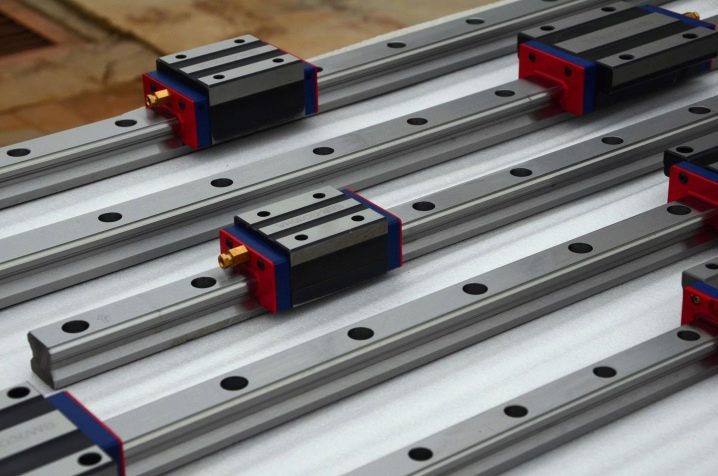
Prowadnice toczne
W nich tuleja zacisku na kulkach lub rolkach porusza się po szynie. Na tulei wykonane są specjalne rowki na śruby, dzięki którym kulki po dojściu do krawędzi wracają do swojej pierwotnej pozycji. Przypomina łożysko. To rozwiązanie ma wiele zalet.
-
Dobre właściwości dynamiczne i niskie tarcie - zacisk może szybko przyspieszać i zatrzymywać się. Jest to niezbędne do precyzyjnej obróbki małych części, takich jak wycięcia i rowki.
-
Niskie rozpraszanie ciepła - szyny nie ulegają deformacji pod wpływem efektów termicznych. Jest to szczególnie dobre w przypadku sprzętu o wysokiej precyzji (precyzji).
-
Łatwy w utrzymaniu - po zużyciu wystarczy wymienić kulki. Są bardziej miękkie niż szyna prowadząca i dlatego szybciej się zużywają.


Ale jest wada - mała zdolność tłumienia. Oznacza to, że wibracje powstające podczas cięcia są niezmiennie przenoszone na łoże. Zmniejszy to dokładność obróbki i doprowadzi do złomu. Wibracje pojawiają się na przykład, gdy przy obróbce zgrubnej materiał jest nierówny.
Prowadnice rolkowe różnią się nieco konstrukcją. Są to wałki i kulki.
-
Rolkowe wytrzymują większe obciążenia niż kulkowe. Jednak tarcie występujące na końcach rolek zmniejsza właściwości dynamiczne.
-
Łożyska kulkowe lepiej nadają się do prac precyzyjnych, ale nie tolerują wysokich parametrów skrawania.


W trudnych warunkach potrzebne są inne konstrukcje.
Prowadnice slajdów
W nich rękaw ślizga się po szynie wzdłuż warstwy smaru. Ze względu na duży obszar podparcia mogą wytrzymać poważne obciążenia, w tym obciążenia udarowe, dlatego są szeroko stosowane w początkowych trybach przetwarzania. Ale w tych prowadnicach siła tarcia statycznego jest znacznie wyższa niż siła tarcia ruchu, dlatego przy niskich prędkościach węzły nie poruszają się równomiernie, ale skokowo.


Aby to zrekompensować, stosuje się różne rozwiązania techniczne.
-
Hydrodynamiczne mają prostą i niezawodną konstrukcję. W nich olej jest wciągany przez rowki smarne pomiędzy szyną a tuleją, która oddziela powierzchnie trące. Te rowki znajdują się na całej długości szyny. Prowadnice te charakteryzują się dużą sztywnością i dobrymi właściwościami tłumiącymi. Wady - działają dobrze tylko przy dużych prędkościach, w przeciwnym razie nie ma efektu hydrodynamicznego. Ponadto warunki pracy pogarszają się podczas przyspieszania i zwalniania.Prowadnice te są szeroko stosowane w strugarkach i maszynach karuzelowych.
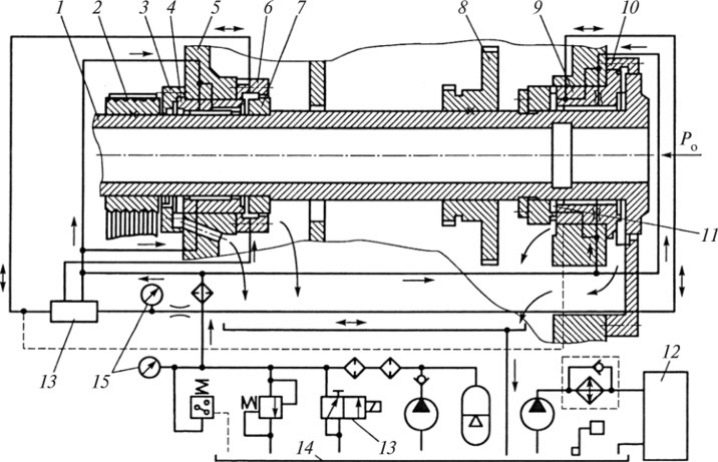
- Hydrostatyczne są pozbawione tych wad. W nich smarowanie jest dostarczane pod ciśnieniem z pompy, dlatego na powierzchni zawsze znajduje się film olejowy o grubości 10-50 mikronów, a czasem 100 mikronów.

Ale mają poważne wady - potrzebują sprzętu do cyrkulacji i filtrowania oleju, ogrzewanie następuje podczas pracy, a do zamocowania zacisku w pożądanej pozycji potrzebne są specjalne urządzenia. Ponadto system jest trudny w utrzymaniu.
Prowadnice hydrostatyczne są szeroko stosowane w ciężkich i unikalnych maszynach CNC o wysokiej precyzji. Są otwarte i zamknięte. Otwarte (bez pasków) są prostsze w konstrukcji i są używane w stabilnych warunkach pracy i dużej masie zacisku. Zamknięte są lepiej odporne na zginanie i przechylanie, ale wymagają starannej i kosztownej konstrukcji.
- Aerostatyczne używają powietrza zamiast oleju. Dzięki temu charakteryzują się niskim tarciem, wysoką precyzją i trwałością. A jeśli usuniesz dopływ powietrza, zacisk zostanie bezpiecznie zamocowany, w przeciwieństwie do urządzeń hydrostatycznych. Ale ich sztywność i dynamika są gorsze, ponadto ze względu na małą gęstość powietrza pojawiają się fluktuacje. Ponadto kanały powietrzne muszą być regularnie czyszczone.

Prowadnice te sprawdziły się w lekkich obrabiarkach. Stosowane są we współrzędnościowych maszynach pomiarowych, maszynach PCB i podobnych urządzeniach.
Często stosuje się konstrukcje, które łączą pozytywne cechy różnych typów przewodników.
Łączny
Stosuje się smarowanie półpłynne lub płynne, mieszane tarcie toczno-ślizgowe i inne rozwiązania. Zapewniają wysoką sztywność i płynną pracę. Ale mają krótką żywotność.
Tak doskonały jak sprzęt, wymaga ochrony przed uszkodzeniami i regularnej konserwacji.
Akcesoria i materiały eksploatacyjne
Głównym zadaniem jest upewnienie się, że pomiędzy częściami trącymi nie ma nic poza olejem. W tym celu prowadnice są chronione specjalnymi urządzeniami.
-
Gumowa osłona falista nie poda chłodziwa (płyn tnący) dostanie się na produkty metalowe, ochroni przed kurzem i drobnymi zanieczyszczeniami. Ale nie poradzi sobie z ostrymi wiórami lub dużymi przedmiotami, na przykład, jeśli obrabiany przedmiot spadnie na łóżko.
-
Ochrona rolki jest bardziej niezawodna. Kiedy zacisk się porusza, zwija się, a z drugiej strony rozkłada. Dlatego prowadnice są zawsze pokryte metalową taśmą, choć cienkościenną.
-
Teleskopowy jest najbardziej niezawodny. Grube pudełko rozciąga się na całą długość prowadnic i zamyka je ze wszystkich stron.

Pamiętaj jednak, że im bardziej masywna ochrona, tym więcej wysiłku wymaga jej złożenie. I tym silniejsze tarcie. Dlatego nie należy brać wersji teleskopowej do słabych lub precyzyjnych maszyn, które wymagają wysokich właściwości dynamicznych. Ale nie zaleca się również oszczędzania na ochronie.
-
Prowadnice czasami trzeba czyścić ręcznie. To wymaga skrobaka.
-
A jeśli podczas pracy powstaje zbyt dużo zanieczyszczeń, zaleca się zamocowanie wycieraczki na zacisku.
A technika uwielbia pielęgnować.
-
Szmatka jest idealna do usuwania brudu i starego oleju z powierzchni.
-
A olej do smarowania powierzchni chroni części przed korozją. Ponadto okresowo trzeba przepłukiwać prowadnice w oleju, aby oczyścić je z tlenków.

Ale jeśli te narzędzia nie działają, zawsze możesz kupić nowe przewodniki.
Funkcje do wyboru
Podczas naprawy możesz po prostu kupić te same prowadnice. Możesz też ulepszyć maszynę. Wystarczy wziąć pod uwagę kilka punktów.
-
Prowadnice są wstępnie załadowane. Jest regulowany przez średnicę kulek lub rolek w wózku. Na przykład dla tokarek z CNC w osiach X i Y siła wcisku powinna wynosić 0,08C. A dla osi Z powinno być 0,13C. Gwarantuje to wysoką sztywność całej konstrukcji.
-
Prowadnice muszą odpowiadać klasie dokładności całej maszyny.

Określ rodzaj produktu.
-
W przypadku miękkich przedmiotów o długości poniżej 1 m odpowiednie są polerowane wały.
-
Do ostrzenia metalu lub dużych kawałków drewna potrzebne są szyny profilowe.
I wreszcie kupuj komponenty tylko w zaufanych sklepach.
Często zdarzają się podróbki, które nie tylko psują detale, ale także łamią umowę. Aby udowodnić swoją sprawę, nagraj rozpakowywanie nowych przewodników na wideo w jednym ujęciu bez edycji.













Komentarz został wysłany pomyślnie.