Jakie są maszyny do węży wysokociśnieniowych i jak je dobrać?

Urządzenia do węży wysokociśnieniowych (HPH), zwane również wężami elastycznymi, znajdują szerokie zastosowanie nie tylko w dużych przedsiębiorstwach przemysłowych, ale także w prywatnych organizacjach zajmujących się obsługą serwisową i konserwacją hydrauliki i innych urządzeń hydraulicznych. Sprzęt jest w stanie wykonać wszystkie operacje, które są wymagane do naprawy i obracania elastycznych lub sztywnych rurociągów. Za pomocą tego sprzętu można w łatwy sposób przeciąć rękaw, wykonać zewnętrzne lub wewnętrzne zdejmowanie gumowej warstwy węża, zamontować złączkę na wężu, ustawić próbę ciśnieniową węża, wyczyścić i przetestować wyprodukowany produkt.

Przegląd gatunków
Kompletna linia urządzeń do produkcji węży wysokociśnieniowych obejmuje szereg komponentów.
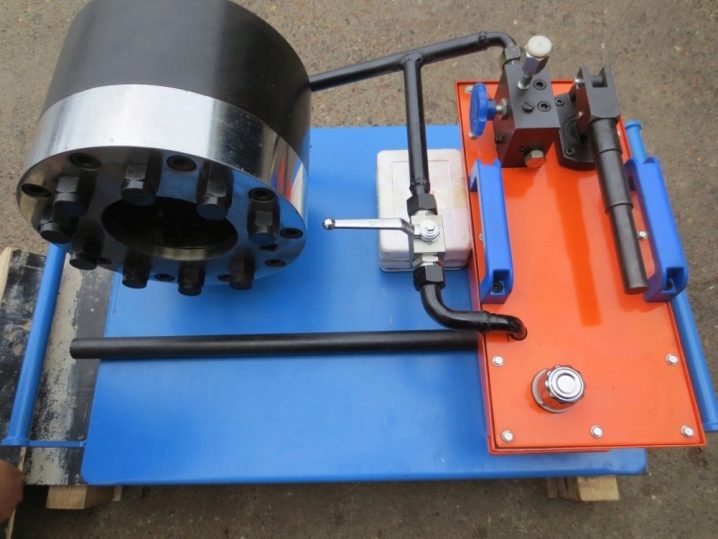
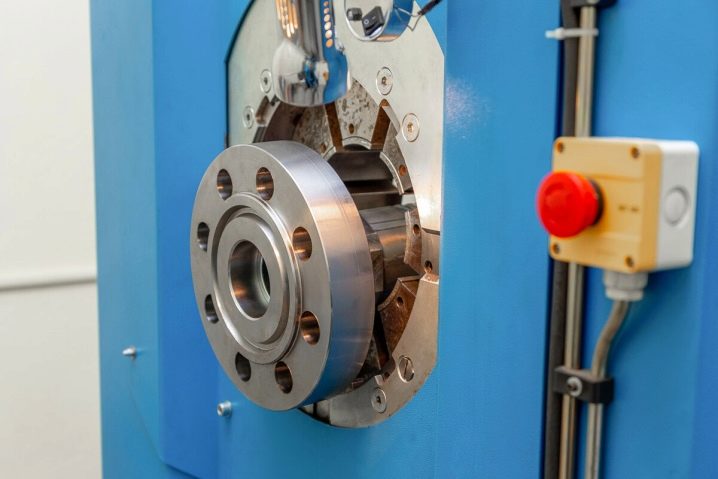
Zagniatarki (prasy, zagniatarki)
Jednostki zaciskające można podzielić na takie grupy.
-
Mobilne urządzenia serwisowe do zaciskania - zwykle spotykane z ręcznym napędem pompy, ale mogą być napędzane sprężonym powietrzem, z napędem elektrycznym od 12 lub 24 V. Mechanizmy z ręcznym napędem pompy mają zasadę działania zbliżoną do podnośnika hydraulicznego i są przeznaczone do produkcji węży do 1,1/4 cala (czasami do 1,1/2 cala) - 1-2 warstwy oplotu i 1 cala (czasem 1,1/4 cala, ale trzeba przyłożyć dość dużo siły na dźwignię) - 4 okłady.
-
Maszyny stacjonarne - przeznaczone do stałego montażu w warsztatach produkujących do 100 rękawów dziennie. Napęd elektryczny 220 lub 380 V.
-
Zaciskarki przemysłowe - różnią się od urządzenia serwisowego jednostki zaciskającej i znacznie większym zasobem. Przeznaczony do masowej produkcji rękawów (do 1000-2000 sztuk dziennie).


Maszyny do cięcia
Procedura produkcyjna RVD rozpoczyna się od rozcięcia rękawa. W tym celu linia produkcyjna musi koniecznie zawierać sprzęt do cięcia. Przycinanie odbywa się za pomocą tarczy, która jest umieszczona na ruchomym wózku. Tarcza może mieć solidną krawędź lub rowkowaną krawędź (dla lepszego chłodzenia). Agregaty różnią się wymiarami, mocą silnika elektrycznego oraz, zgodnie z tymi wymiarami, przeciętymi wężami. Zasada działania jest taka sama dla wszystkich jednostek - wąż jest podawany do tarczy tnącej i zaklinowany jest odcinany. Wąż jest zaklinowany, aby zapobiec zakleszczeniu się tarczy i nadmiernemu nagrzewaniu.


Napęd zespołów jest wyłącznie elektryczny, jednak dopuszcza się zarówno konstrukcję stacjonarną, jak i mobilną, dla której do zasilania można wykorzystać stały prąd elektryczny o napięciu 12/24 V.
Korowacze (korowacze)
W przypadku montażu niektórych rodzajów złączek konieczne jest usunięcie zewnętrznej warstwy gumy z węża przed nawinięciem lub oplotu wzmacniającego wąż do długości równej lub nieco mniejszej niż długość złączki. Aby to zrobić, ćwicz maszyny do korowania (operacja nazywa się korowaniem). W nich wąż, trzymany ręcznie, jest prowadzony po prowadnicy o średnicy równej wewnętrznej części tego węża, a obracający się nóż usuwa zewnętrzną warstwę gumy. Jednostki dostępne są z napędem elektrycznym lub ręcznym.

Popychacze montażowe (elementy do montażu wstępnego)
Często, zwłaszcza w przypadku węży o dużej średnicy, złączki są wciskane w wąż. Trzpień łącznika należy nasmarować wodą z mydłem (lub smarem) i młotkować gumowym młotkiem. Zszywarki są napędzane pneumatycznie i montują złączkę w ciągu 1-2 minut (wliczając w to czas montażu węża w urządzeniu).
Sprzęt do płukania i filtracji
Po przecięciu węża, zdemontowaniu go i zamontowaniu złączek, w wężu pozostaje pewna ilość mączki gumowej, wiórów i roztworu mydła. Aby to wszystko nie dostało się do układu hydraulicznego i nie doprowadziło do jego zatkania, należy go usunąć z gotowego węża. W tym celu stosuje się jednostki płuczące, które za pomocą roztworu czyszczącego na bazie wody dostarczanego z dużą prędkością wypłukują to zanieczyszczenie z tulei.

Stanowiska testowe
Niewielu producentów węży może zagwarantować, że ich wąż, zmontowany przy użyciu ich własnych złączek i ich technologii, jest w stanie wytrzymać podane ciśnienia rozrywające i robocze. Kontrola jakości jest obowiązkowym etapem wykrywania RVD niskiej jakości. Produkty muszą być wytwarzane zgodnie z GOST. Do testowania używa się wody lub oleju. Gdy test wypadnie pomyślnie i nie ma pęknięć ani innych wad, produkt uznaje się za dobry. Pod koniec testu rękaw jest ponownie czyszczony.
Urządzenia do znakowania


Maszyny do perforacji
Jeżeli węże gumowe mają służyć do doprowadzania do mechanizmu roboczego nie oleju hydraulicznego, lecz gazu lub powietrza o ciśnieniu większym niż 17 bar, to wymagana jest perforacja zewnętrznej warstwy węża. Jeśli nie zostanie to zrobione, powietrze (lub gaz) przeciekające przez wewnętrzną warstwę węża gromadzi się pod jego zewnętrzną warstwą.
Powoduje to bulgotanie lub łuszczenie zewnętrznej warstwy gumy, w wyniku czego - zmniejsza się zasób rękawa, pojawiają się przecieki i przetoki.


Faza końcowa: węże są oznaczane nazwą producenta i datą produkcji oraz wysyłane do sortowania i pakowania. Aby zastosować to znakowanie, stosuje się krzywki znakujące lub specjalistyczne jednostki znakujące.
Popularne modele
Maszyny następujących modeli są poszukiwane wśród rosyjskich konsumentów.
-
Maszyna stacjonarna z napędem elektrycznym DSG 51B, producent - chińska firma Raoyang Hongyuan Machinery. Do węży wysokociśnieniowych o średnicy wewnętrznej 6-51 mm.


- Maszyna stacjonarna z napędem elektrycznym Neotech NK-40 PRO Paket do tulei o średnicy wewnętrznej 6-51 mm. Producentem jest Neotech Marken (Francja).

- Mobilna maszyna ręczna model SAMWAY P16HP. Producent firmy SAMWAY (Chiny). Do rękawów o średnicy wewnętrznej 6-25 milimetrów.

- Agregat hydrauliczny H25 Eco QC 3 FAZY. Producentem jest Hydralok (Anglia). Do tulei o średnicy wewnętrznej 6-25 milimetrów.

- Prasa do produkcji i naprawy węży wysokociśnieniowych OS-25A-380 (Rosja).

Wskazówki dotyczące wyboru
Sprzęt przemysłowy lub naprawczy ma określone właściwości techniczne. Są kluczowym kryterium wyboru. Dlatego w pierwszej kolejności zaleca się poznanie cech gotowego produktu i wybór prasy, która je spełni.
Kluczowe parametry doboru:
-
siła ściskania stawów (tony);
-
pod uwagę brana jest największa i najmniejsza średnica węży wysokociśnieniowych;
-
do modyfikacji elektrycznych - napięcie sieciowe;
-
graniczna wartość otwarcia krzywek (milimetry);
-
Wymiary i waga.

Matryce mają fundamentalne znaczenie. Mogą być zarówno zaciskane, jak i znakowane. W pewnych sytuacjach potrzebne będą specjalistyczne projekty dla węży o ograniczonym ciśnieniu. Są wykonywane na zamówienie.
Wybór operatora ciśnieniowego, agregatów do cięcia i zdejmowania izolacji do produkcji węży wysokociśnieniowych
Do przecinania węża stosuje się ręczną maszynę do węży wysokociśnieniowych. Pożądany jest zakup sprzętu wyposażonego w zacisk do przedmiotu obrabianego. Małżeństwo może wywołać nawet niewielki błąd wielkości.

Wybierając zaciskarkę do zaciskania węży wysokociśnieniowych, której koszt będzie zależał od jej parametrów, należy skupić się na następujących wskaźnikach:
-
liczba zaciśnięć wykonanych w ustalonym czasie;
-
zakres zaciskania;
-
maksymalna średnica otworu.

Zakuwarka do węży wysokociśnieniowych musi mieć kilka zdejmowanych końcówek, aby pomieścić różne złączki.
Przy doborze agregatów do cięcia węży wysokociśnieniowych należy skoncentrować się na takich cechach jak średnica węża oraz sposób sterowania agregatem. Z reguły jest obsługiwany za pomocą pedału nożnego. Funkcja mocowania przedmiotu obrabianego zapewnia brak błędów w działaniu urządzenia, które mogą powodować pojawienie się wadliwych produktów.
Zaletą zespołu zaciskającego jest jego wszechstronność.
Używając go można nie tylko produkować wysokiej jakości węże, ale także zakuwać różnorodne produkty. Najważniejsze, że spełniają one cechy sprzętu.














Komentarz został wysłany pomyślnie.