Przegląd i wyżarzanie podkładek miedzianych

Przegląd i wyżarzanie podkładek miedzianych to bardzo ważny temat w nowoczesnej dziedzinie techniki. Bardzo ważny jest przegląd kompletów podkładek uszczelniających 10x14x1 mm i innych rozmiarów. Bardzo przydatne jest wiedzieć, jak je wyżarzać, a także jakie są podstawowe wymagania dla istniejącego GOST.
Opis i cel
W celu poprawy niezawodności i stabilności połączeń śrubowych praktykuje się stosowanie różnych elementów uszczelniających. Wybór materiału na podkładkę zależy od tego, jaki wpływ będzie odczuwać połączenie. Podkładka miedziana najlepiej nadaje się tam, gdzie stale lub z przerwami panują podwyższone temperatury i ciśnienia. Dlatego jest szeroko stosowany w przemyśle inżynieryjnym przy montażu mechanizmów zaprojektowanych do pracy pod wysokim ciśnieniem. Przede wszystkim mówimy o sprzęcie paliwowym i hydraulicznym.


Atrakcyjność podkładek miedzianych do podkładu piły łańcuchowej i korka spustowego samochodu wiąże się również z:
- wysoka odporność chemiczna ich materiału w agresywnym środowisku;
- doskonała odporność na korozję;
- zachowanie funkcji uszczelniających pod wpływem podwyższonych temperatur, a także przy znacznych wahaniach reżimu termicznego;
- odporność na wibracje;
- wytrzymałość i stabilność podstawowych właściwości pod dużym naciskiem.

Takie elementy złączne mogą być również stosowane w mechanizmach samochodowych, których wszystkie części są stale nagrzewane, a jednocześnie są zwilżone. Ten wysoki poziom odpowiedzialności oznacza, że te podkładki spełniają bardzo wysokie wymagania. Kluczowe znaczenie ma zgodność z GOST określonym dla konkretnego typu produktu. Informacje o zgodności można znaleźć na oryginalnym opakowaniu zestawu i na dołączonym certyfikacie jakości. Osiągnięcie wymaganych właściwości zależy przede wszystkim od właściwości surowca.

Wygląd podkładek jest wyraźnie opisany w GOST 18123-82. Zgodnie z tą normą nie powinno być żadnych odchyleń od gładkiego kształtu na powierzchni. Zadziory i pęknięcia są niedozwolone. Podkładki ze śladami korozji lub z metalowymi kroplami również nie spełniają norm. Chropowatość powyżej 3,2 mikrona również sprawia, że nie można przyjąć produktu.
Proces kontroli oznacza przede wszystkim kontrolę wizualną. W razie potrzeby dokładne badanie przeprowadza się przez szkło powiększające. Chropowatość ocenia się według standardów wskaźnikowych zgodnie z GOST 9378-75 lub za pomocą specjalistycznych urządzeń pomiarowych.
Czasami miedziana podkładka jest pokryta specjalną warstwą proszku, aby zapewnić dodatkową odporność na korozję. Ta powłoka jest regulowana przez GOST 9.302-79.

Cechy produkcji
Strukturalnie zestawy miedzianych podkładek mogą reprezentować kolekcje okrągłych, czasem prostokątnych dysków. Wyraźnie wyróżniają się kategoriami dokładności. Standardowy poziom dokładności — B, zwiększony poziom dokładności — A. Stosowana obecnie technologia polega na produkcji podkładek miedzianych metodą cięcia lub wyciskania z metalu. Elementami początkowymi mogą być arkusze lub płyty.

Produkt uszczelniający musi zostać wyżarzony, a następnie sklarowany. Nie może mieć rys i wgnieceń. Nie powinno też być żadnych nacięć utrudniających działanie pralki. Rolą wyżarzania jest zwiększenie plastyczności metalu, dzięki czemu wykluczone jest odkształcenie części wraz ze spadkiem temperatury.
Do produkcji podkładek najczęściej stosuje się gatunki miedzi M1, M2, M3. Wśród nich najlepszym wyborem jest M3. To prawda, że metal można wymienić w zależności od niuansów przyszłej operacji.
W niektórych przypadkach stosuje się bardziej egzotyczne gatunki miedzi, zawierające niewielkie ilości tlenu i fosforu.

Wyżarzanie odbywa się bezpośrednio w produkcji, ale jeśli produkt jest przechowywany przez długi czas, będziesz musiał powtórzyć procedurę.

Gatunki materiałów
Oficjalne oznaczenie podkładki miedzianej zawsze wskazuje na obecność powłok proszkowych. Produkty klasy P29 są ocynkowane i pasywowane. Oznaczenie P34 oznacza, że produkt jest tylko pasywowany. W przypadkach, gdy norma przewiduje więcej niż jedną klasę dokładności, jej oznaczenia umieszcza się na samym początku marki. Skład oznakowania obejmuje:
- rodzaj wykonania;
- odcinek wątku;
- grubość części;
- marka chemiczna;
- indeks warunkowy;
- grubość zastosowanej powłoki;
- zastosowany standard.
Istnieją takie podstawowe standardy:
- GOST 10450-78 (małe produkty)

- GOST 6958-78 (powiększone podkładki)

- GOST 11371 (struktury płaskie)

- GOST 19752-84 (płaskie uszczelki wykonane z metalu do uszczelniania)

- DIN 7603 A (pierścienie uszczelniające miedziane).


Podkładka miedziano-aluminiowa posiada specjalną markę - SHAM. Istnieją różnice w średnicy. Inne marki:
- DIN 125 (podstawowy)

- DIN 433 (wąski, do podszewki)

- DIN 7349 (dla kołków sprężystych)

- DIN 988 (wspornik, do regulacji)
- SZEROKI (rodzaj ciała).

Jak prawidłowo wyżarzać?
Pod dyszami warto wypalić miedziane podkładki choćby po to, by zniwelować naprężenia wewnętrzne, które nieuchronnie pojawiają się podczas obróbki materiału w produkcji. Ale bardzo ważne jest, aby wyraźnie postępować zgodnie z tą procedurą. Proces odbywa się po podgrzaniu do 700 stopni. Następnie części są płynnie chłodzone w naturalny sposób w normalnej temperaturze, aż ostygną do +25 stopni Celsjusza.
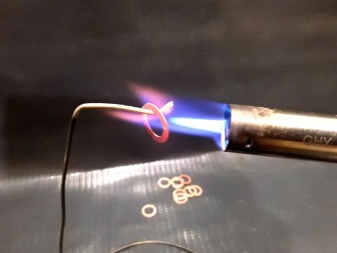
Obróbka cieplna odbywa się za pomocą palnika spawalniczego. Płomień rozpala się w nim za pomocą tlenu i acetylenu dostarczanego z różnych butli. Kolejny ważny niuans - wymagane są rękawiczki i okulary. W pobliżu miejsca pracy powinna znajdować się gaśnica. Po podłączeniu węży do butli należy otworzyć zawór acetylenowy na palniku o 50%. Po rozpaleniu gazu poczekaj, aż pojawi się pomarańczowo-czerwony płomień.

Następnie zawór tlenowy jest otwierany do pojawienia się niebieskiego płomienia. W tym momencie podkładki są spalone. Ogień skierowany jest na krążek i skierowany wzdłuż powierzchni, uzyskując wiśniowoczerwoną poświatę. Następnie natychmiast zamknij oba zawory gazowe. Następnie, jak już wspomniano, będziesz musiał pozostawić produkty do ostygnięcia.

Wymiary (edytuj)
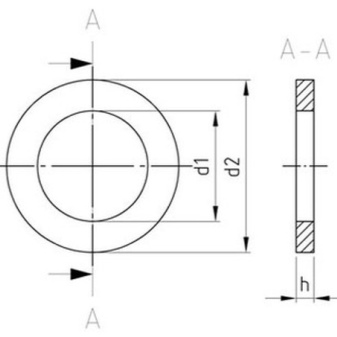
Wymiary podkładek miedzianych różnią się znacznie w zależności od obowiązującej normy produkcyjnej i obszaru zastosowania. W praktyce krajowej istnieją następujące podstawowe wymiary:
- podkładki uszczelniające do KAMAZ 6x12x1 (1,5), 8x12x1,0;
- uszczelnienie do rur olejowych KAMAZ i MAZ 8x12x1,5, 9x15x0,7;
- do wtryskiwaczy KAMAZ 9,7x17,5x1,5;
- do przewodów paliwowych 10x16x1,0 (1,5).
Dobrym przykładem produktów o grubości 1 mm jest modyfikacja 10x14x1. Dokładne wymiary to 10,3x14,6x1,0. Pojedynczy egzemplarz waży 0,67 g. Wydanie podkładek 10x14 odbywa się co najmniej w partiach po 10 sztuk.
Ważne: tylko rosyjscy producenci starają się dokładnie zachować te wymiary.

Produkt jest również popularny w rozmiarze 5x10x1, a także 10x12x1, 38x52x3. Produkty kategorii M10, w tym M10x14, różnią się między sobą:
- o średnicy 10 mm (nie bez powodu wyjętej w oznaczeniu);
- ważenie 3 gramów;
- o średnicy wewnętrznej 20 mm.


Wreszcie na rynku poszukiwane są podkładki miedziane w następujących rozmiarach:
- M8;
- M12;
- M14;
- M16.

Szczegółowy proces wyżarzania podkładek miedzianych przedstawia poniższy film.













Komentarz został wysłany pomyślnie.