Cechy drutu proszkowego
Procedura spawania konstrukcji stalowych za pomocą elektrod nie zawsze jest wygodna. Trudności w przeprowadzeniu tego procesu obserwuje się na otwartej przestrzeni, na wysokości.
Aby uniknąć tworzenia się szwów niskiej jakości, niektórzy rzemieślnicy używają drutu rdzeniowego.

Co to jest?
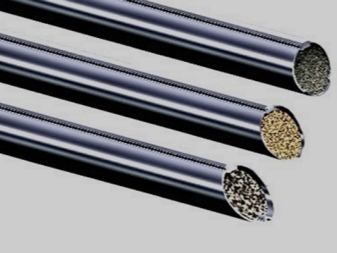
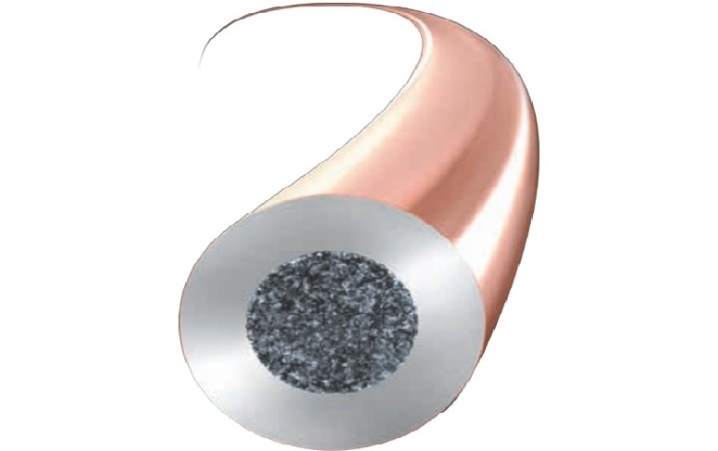
Drut spawalniczy jest uważany za ważną część najnowocześniejszych technologii spawalniczych. Atrybut proszku ma postać pustej metalowej rurki, wewnątrz której znajduje się topnik lub jest również w połączeniu z metalowym proszkiem. Drut ten służy do wykonywania spoin w półautomatycznym spawaniu bezgazowym. Dzięki nowoczesnemu wyglądowi tego atrybutu realizowany jest łatwy zapłon łuku, a także stabilny proces spalania.
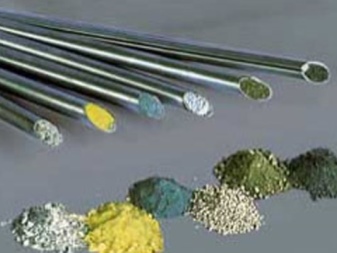
Produkcja drutu proszkowego opiera się na ścisłym przestrzeganiu GOST, dlatego jego użycie zapewnia wysokiej jakości wynik. Obecność drobnej frakcji żelaza, fosforu, chromu wewnątrz rurki gwarantuje następujące punkty:
- stabilizacja temperatury w obszarze wanny, a także w pobliżu łuku, aż stanie się odpowiednia dla użytego materiału;
- stymulacja mieszania stopionego metalu na częściach, a także na elektrodzie;
- równomierne zamknięcie szwu na całej szerokości przed kontaktem z gazem;
- zapewnienie równomierności wrzenia i braku rozprysków;
- zwiększenie prędkości spawania części.


Za pomocą drutów proszkowych wykonuje się napawanie części, a także procedurę spawania w dowolnym miejscu, pod warunkiem dostępności specjalnego sprzętu. Ze względu na przeznaczenie rura może zawierać magnezyt lub fluoryt. Jeśli konieczna jest obróbka materiału ogniotrwałego, warto zastosować drut, w którym występuje grafit i aluminium, ponieważ podnoszą one temperaturę.
Wadami tego rodzaju materiału spawalniczego są wysoki koszt, wąska specjalizacja, złożoność spawania blach grubszych niż półtora milimetra.

Wymagania podstawowe
Drut spawalniczy proszkowy (topnikowy) służy do spawania półautomatycznego bez gazu i ma wygląd rurowy. Wewnętrzna wnęka atrybutu jest wypełniona pyłkiem o specjalnej kompozycji. Podstawą jest spolaryzowany metalowy pasek. Ostatnim etapem tworzenia takiego drutu jest delikatne rozciągnięcie go do wymaganych wymiarów.
Każdy rodzaj drutu proszkowego musi spełniać następujące wymagania:
- topią się równomiernie i unikaj nadmiernego rozpryskiwania;
- charakteryzować się stabilnością i łatwością w powstawaniu łuku elektrycznego;
- żużel powstający podczas procesu spawania musi być rozłożony równomiernie i nie wnikać w szwy;
- mieć równy szew bez pęknięć, porów.

Porównanie z konwencjonalnym drutem
Drut spawalniczy dzieli się na kilka rodzajów, z których najczęstsze można nazwać proszkowym i stałym. Mimo pewnych różnic oba atrybuty są używane dość często. Drut lity ma powłokę miedzianą i może być również stosowany z gazami obojętnymi, czego nie można powiedzieć o drugim typie właściwości spawalniczych.
Ponadto produkcja drutu proszkowego polega na zwijaniu taśmy metalowej, zwijaniu jej wstęgą z dodatkiem topnika.
Drut lity ma niższy koszt, ale brakuje mu niektórych zalet rdzenia topnikowego, takich jak:
- zastosowanie w spawaniu pionowym w górę;
- pracować ze stalą ocynkowaną i innymi trudnymi do spawania odmianami;
- brak możliwości dodania różnych substancji wewnątrz drutu.

Przegląd gatunków
Każdy spawacz powinien wiedzieć, że obecnie istnieje kilka gatunków drutu proszkowego, który może być używany do natryskiwania cieplnego, metalizacji łukiem elektrycznym, stali stopowej i wielu innych celów. Sądząc po cechach odmian tego atrybutu spawalniczego, każdy produkt ma określoną średnicę, oznaczenie, materiały na powłokę, a także wypełnienie aluminiowe, żelazne lub inne.
Rury metalowe są podzielone w kształcie na okrągłe, w których krawędzie są łączone doczołowo, za pomocą zagięć wpustowych, a także wielowarstwowych.
Zgodnie ze specyfiką użytkowania, atrybuty proszku są podzielone na takie odmiany.
Ochrona gazowa
Ten rodzaj drutu wymaga zamknięcia nad jeziorkiem spawalniczym. W tym celu stosuje się argon lub inny gaz obojętny. Atrybut osłony gazowej do spawania jest zwykle używany do spawania stali węglowej, niskostopowej. Ten drut ma następujące zalety:
- stabilność łuku;
- łatwość wychodzenia żużla na powierzchnię;
- brak porowatości;
- niski poziom oprysku;
- prostota likwidacji żużla.
Głęboka penetracja jest nieodłączna w takich rurach. Ich zastosowanie jest pożądane przy tworzeniu połączeń w złączach i narożach, a także na zakładkach podczas produkcji konstrukcji i rur z metalu.


Samoobronny
Rura samoosłonowa jest dobrym rozwiązaniem do pracy półautomatycznej w dowolnej przestrzeni, nawet w terenie. Ten atrybut spawania nie wymaga obecności dodatkowych rodzajów materiałów eksploatacyjnych. Podczas pracy w łazience zauważono nagromadzenie chmury z ładunku gazowego. W wyniku zastosowania drutu samoosłonowego na szwy nakładany jest równomierny topnik, który ukrywa gorące spoiny szerokim paskiem. Ten rodzaj drutu proszkowego znalazł swoje zastosowanie podczas spawania materiałów w warunkach nieprzygotowanych. Za jego pomocą lutowane są produkty aluminiowe, a także ich stopy.


Proszki skoncentrowane w drucie mogą pełnić następujące funkcje:
- stopowanie;
- odtlenianie;
- stabilizacja łuku elektrycznego;
- uproszczenie formowania jednolitości szwów.
W zależności od składu proszku drut samoosłonowy może być:
- fluoryt;
- węglan fluorytu;
- rutyl;
- fluoryt rutylowy;
- rutylowy organiczny.

Funkcje użytkowania
Zastosowanie urządzenia półautomatycznego podczas zgrzewania przyczynia się do szybkiego nakładania szwów, ponieważ produkty typu proszkowego podawane są bez przerwy. Ponieważ wąż gazowy nie zawsze może być dostępny do pracy, ta metoda umożliwia spawanie metali w środowisku gazu osłonowego. Praktycznie każdy będzie mógł prawidłowo gotować bez gazu, a szczególną uwagę należy zwrócić na napawanie i ustawienie. W spawaniu zmechanizowanym konieczne jest uwzględnienie aktualnych parametrów, polaryzacji, a także prawidłowej techniki wykonania.
W pracy z tym metalowym urządzeniem są pewne niuanse, o których mistrz nie może zapomnieć. Aby skutecznie poprowadzić łuk i uformować szew, warto przygotować płaską powierzchnię. Podczas pracy z urządzeniami półautomatycznymi można to osiągnąć poprzez przełączanie styków we wnętrzu urządzenia.
Przewód prowadzący do palnika należy podłączyć do przewodu uziemiającego, a przewód przeciwny należy podłączyć do zacisku palnika.


Ważnym punktem pracy jest montaż rolek, które w pełni odpowiadają średnicy użytego drutu. Z boku rolki znajduje się informacja o zakresie średnic. Wałek z ruchomym typem nie powinien być mocno dokręcany, ponieważ drut charakteryzuje się pustą konstrukcją, a zdarzenie to może prowadzić do jego odkształcenia lub wystąpienia zablokowania w kanale kablowym.
Do aby podawanie drutu nie było utrudnione, należy usunąć końcówkę znajdującą się na wylocie elementu dociskowego. Jego uzwojenie odbywa się po pojawieniu się elementu eksploatacyjnego z końca tego kanału. Średnica końcówki musi być również dopasowana do rozmiaru drutu, ponieważ duży otwór może utrudnić kontrolę łuku. Podczas tej procedury nie jest używany żaden gaz, więc zakładanie dyszy jest opcjonalne. Aby spray nie przyklejał się do końcówki, należy go spryskać specjalnie zaprojektowanym preparatem.


Podczas spawania drutem proszkowym, szew będzie zawsze sprawdzany, więc technologia zewnętrznie będzie przypominać standardowe użycie elektrod.
Ponieważ proszkowy atrybut zgrzewania nie ma wytrzymałości mechanicznej i sztywności, eksperci zalecają zastosowanie specjalnego mechanizmu, który zapewnia ciągłość automatycznego podawania elementu.
W procesie spawania dochodzi do intensywnego tworzenia się żużla, należy go szybko usunąć za pomocą metalowej szczotki. W przeciwnym razie żużel może dostać się do obszaru roboczego, co doprowadzi do powstania wad i zmniejszenia wytrzymałości mechanicznej.


Drut proszkowy może być wykonany w całości z metalu lub wypełniony topnikiem, spełniając w ten sposób zadania gazu. Użycie tego atrybutu spoiny może skutkować niższym ściegiem spoiny niż zwykle, ale w niektórych przypadkach nie można obejść się bez dodatku proszku.
Transport butli gazowych nie zawsze jest odpowiedni, więc technik może użyć drutu proszkowego, na przykład na wysokości lub w niewygodnym miejscu. Jak pokazuje praktyka, do użytku domowego przy niewielkim nakładzie pracy ta opcja spawania jest droga. Ale w produkcji, przy użyciu rur proszkowych, szybkie i wysokiej jakości spawanie może być wykonywane nawet przez niedoświadczonych specjalistów. Zauważono również, że takie spawanie może się opłacać przy stosowaniu długiego szwu, w przeciwnym razie uzyskuje się dużo odpadów.


Spawanie drutem proszkowym jest opisane w poniższym filmie.













Komentarz został wysłany pomyślnie.