Jak przetwarzać pleksi?

Pytania dotyczące obróbki pleksi, sposobu wiercenia w domu są bardzo częste. Praca z pleksi na maszynach CNC ma swoje subtelności. Osobnym tematem jest to, jak dodatkowo przetworzyć taką dziurę. Wszystko to pozwoli nawet początkującym rzemieślnikom uniknąć wielu błędów.

Rodzaje przetwarzania
Zanim porozmawiasz o tym, jak dokładnie możesz przetwarzać szkło organiczne w domu, musisz poznać główne rodzaje takich procesów. Jeśli mówimy ogólnie o wszystkich możliwych opcjach, lista będzie następująca:
- ciąć;
- przemiał;
- szlifowanie;
- obróbka pleksi przy użyciu pumeksu;
- cechowanie;
- uzyskanie fałdu;
- prace tokarskie.



Podobny materiał, niezależnie od konkretnego typu (dotyczy to oczywiście także szkła akrylowego i wykonanego z polichlorku winylu), uznawany jest za rodzaj tworzywa termoplastycznego. Gdy temperatura wzrasta, nawet tylko do 150 stopni, nieuchronnie wzrasta ryzyko odkształceń. Dlatego wiercenie w szkle organicznym jest uważane za znacznie bardziej skomplikowaną operację niż polerowanie, frezowanie czy cięcie na wymiar. Aby prawidłowo wywiercić otwór zarówno na CNC, jak i ręcznie, konieczne jest staranne dobranie wiertła do rozmiaru.
Należy zwrócić uwagę na markę urządzenia wiertniczego.

W każdym razie należy pamiętać, że szkło organiczne w porównaniu ze szkłem konwencjonalnym:
- dwa razy jaśniejsze;
- silniejszy;
- bardziej znosi ciosy;
- optymalnie chroni przed rozprzestrzenianiem się ciepła;
- znacznie bardziej przejrzysty.
Standardowo akryl pokryty jest folią izolacyjną. Nie należy go naruszać. Podczas pracy z tym materiałem należy stale monitorować, czy nie nagrzewa się nadmiernie, co osiąga się poprzez dobór narzędzia i sposobu działania. Wszystkie narzędzia muszą być przenoszone tak ostrożnie, jak to możliwe. Każdy nagły ruch może złamać delikatny produkt.


Zasady pracy
Pleksiglas można ciąć nawet za pomocą elementarnych improwizowanych środków. Odpowiednia jest również banalna piła do metalu. W warunkach przemysłowych czasami stosuje się nawet specjalne lasery. Ale w większości przypadków wciąż starają się znaleźć jakiś kompromis między perfekcją instrumentu a jego kosztem. Dlatego w praktyce zwykle konieczne jest użycie pił tarczowych, pił taśmowych i przecinarek. Wskazana jest praca z piłą taśmową tam, gdzie nie jest potrzebne wyraźne proste cięcie (czyli przy otrzymywaniu wstępnych półfabrykatów do formowania).
Prędkość skręcania mechanizmu taśmowego wynosi 700-800 m na minutę. Tam, gdzie wymagany jest wyraźny, gładki kontur, zaleca się użycie frezów. Za pomocą pił tarczowych wykonywane są precyzyjne proste cięcia. Linia punktacji będzie bardzo wyraźna.
Akryl lany zaleca się piłować z zębami hartowanymi z węglików spiekanych; optymalna prędkość obrotowa od 800 do 1200 m na minutę.


W warunkach przemysłowych lepiej będzie przetwarzać pleksi na szybkim sprzęcie. Szybsze cięcia i niskie prędkości posuwu zapewniają doskonałe krawędziew. Przekrój dysków wynosi 25 cm, a same dyski są wykonane ze stopów szybkotnących. Można również użyć zwykłego metalu żelaznego, ale z hartowaniem za pomocą składników węglikowych.
Cięcie laserowe jest znacznie dokładniejsze niż przy użyciu elektronarzędzi. Podczas takiej pracy będzie mniej odpadów. Ale w tym przypadku wzrasta napięcie wewnątrz produktu. Klejenie takich powierzchni jest bardzo niebezpieczne.
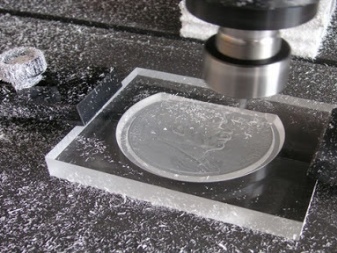
Pleksi można wiercić za pomocą wiertarki stałej lub ruchomej. Wiertło powinno być wykonane ze stopu szybkotnącego. Został zaprojektowany z myślą o maksymalnej wydajności. Im głębiej wiercone jest wiertło, tym częściej trzeba je podnosić. Umożliwi to wyciągnięcie wiórów i jednocześnie zmniejszy nagrzewanie się materiału. Chłodzenie nasadek tnących specjalnymi płynami lub sprężonym powietrzem pomaga zmniejszyć niebezpieczne naprężenia wewnętrzne.


Do grawerowania w większości przypadków używa się zrywaków, które umieszcza się na pantografach. Same zrywaki wyposażone są w małe frezy o różnych profilach.
W trudnych przypadkach stosuje się sprzęt do cięcia laserowego. Aby grawerowanie było lepsze, głębokość wiązki jest ograniczona.
Szlifowanie szorstkiej lub zdeformowanej pleksi można wykonać za pomocą mokrego szmergla pokrytego drobnymi ziarnami korundu. Po zakończeniu szlifowania zgrubnego powierzchnię traktuje się mieszankami polerskimi, takimi jak VIAM, krokus. Prace są wykonywane ręcznie lub na sprzęcie do polerowania. Krawędzie cięcia i matowe powierzchnie są bezproblemowo polerowane mechanicznie za pomocą frezów diamentowych. Na zakrzywionych cięciach oraz w innych trudnych przypadkach wykonuje się polerowanie ogniowe w wysokiej temperaturze. Będziesz musiał pracować tak ostrożnie, jak to możliwe, dokładnie czyszcząc leczoną warstwę; naprężeniom zapobiega wyżarzanie, które ułatwia klejenie lub barwienie.
Pleksiglas należy formować w trzech etapach:
- rozgrzewka;
- rzeczywiste formowanie;
- odprowadzanie ciepła i chłodzenie.


Przydatne porady
Ekstrudowane szkło organiczne można kleić za pomocą:
- klej do folii;
- klej polimeryzowalny;
- kleje epoksydowe, poliestrowe.
Cięcie krzywoliniowe wykonuje się za pomocą nici nichromowej lub gorącego źródła. Jeśli chodzi o toczenie, najbardziej praktyczną opcją jest ten sam tryb, co w przypadku szybkiej obróbki twardego drewna. O jakości pracy decydują wióry.

Podczas wiercenia kąt wierzchołka wiertła powinien wynosić maksymalnie 60 stopni w przypadku cienkich blach i 70-90 stopni w przypadku grubych elementów.
Lepiej jest zgiąć pleksi po dokładnym podgrzaniu w wymaganym miejscu; Osiąga się to za pomocą lutownicy, suszarki budowlanej do włosów, a pod ich nieobecność - za pomocą gorącej metalowej rurki.
Idealne wiertła:
- mieć rowek o kącie wzrostu 17 stopni;
- zaostrzony w przednim rogu o 3-8 stopni;
- zaostrzony w kącie oparcia o 0-4 stopnie.
Wiertło stożkowe wytworzy otwór stożkowy. Stopniowane narzędzie pomoże w wierceniu kanałów cylindrycznych. Do wykonania wydłużonego otworu służy wiertło frezarskie.



Ważne: niezależnie od rodzaju, końcówka musi być w idealnym stanie. Konieczne jest rozpoczęcie wiercenia z minimalną prędkością, a gdy pojawi się wycięcie, przechodzą na średnią prędkość.
Dopiero w ostatniej trzeciej części materiału sensowne jest wiercenie tak szybko, jak to możliwe.... Ale nawet wtedy nie możemy zapomnieć o okresowym zmniejszaniu prędkości do minimum. Po znalezieniu zadziorów wywiercić je wiertłem do kamienia mineralnego przy najniższych prędkościach.
Ważne: możesz wiercić pleksi za pomocą wiertarki, ale nie możesz użyć wkrętarki. Zaleca się obróbkę otworów dłuższych niż 10 mm i szerszych niż 7 mm na maszynach stacjonarnych z odprowadzaniem ciepła wodnego.
Jak ciąć pleksi, zobacz wideo.













Komentarz został wysłany pomyślnie.