Wszystko o piłach do rozkroju

Piła jest uważana za najbardziej wydajną do pracy, jeśli jest wyposażona w brzeszczot. Jakość samego cięcia, szybkość pracy, a także proporcja odrzuconych elementów i obecność odpadów w dużej mierze zależą od prawidłowego doboru tego koła. W zależności od cech tego urządzenia rozróżnia się rodzaje piłowania wzdłużnego i poprzecznego.
Rodzaje piłowania
Piła jest ostrym narzędziem tnącym z dużą liczbą ostrzy, które może pracować w zamkniętym cięciu. Szczelina to dość wąska szczelina, która pojawia się w drewnie podczas cięcia wiórów ostrymi zębami narzędzia roboczego. Zwykle ściany boczne różnią się od cięcia, a także spód, to z nimi współdziała ostrze. W zależności od kąta nachylenia i położenia piły w stosunku do drewna rozróżnia się kilka rodzajów piłowania.
- Wzdłużny. W tym przypadku płaszczyzna jest równoległa lub w przybliżeniu równoległa do włókien drewna. Na tym mechanizmie pracują zarówno ramy piłujące, jak i piły taśmowe i tarczowe służące do piłowania bali, a także belek na deski, gdy materiał jest cięty w kierunku wzdłużnym zarówno na długość, jak i na szerokość.
- Poprzeczny. Tutaj piła znajduje się prostopadle lub w przybliżeniu prostopadle do włókien. W tym przypadku samo cięcie odbywa się ręcznie za pomocą pił poprzecznych i pił do metalu, a także na maszynach ukośnych. Ta metoda obróbki włókien drzewnych służy do cięcia na okrągłe kęsy, usuwania wad drewna, a także do nadawania tarcicy wymaganej jakości i wymiarów.
- Mieszany. W takim przypadku płaszczyzna narzędzia może znajdować się w zakresie od 10 do 80 stopni w stosunku do drewna.



Mówiąc o tym, która metoda cięcia jest lepsza, należy zauważyć, że piłowanie poprzeczne jest uważane za bardziej uproszczone, ponieważ ten schemat nie ma złożonej skrzyni biegów, która jest wymagana do obrotu osi o 90 stopni, koła zębate działają znacznie wydajniej, dzięki do których piły poprzeczne są trwalsze, ryzyko rozstrojenia silnika jest znacznie mniejsze i ogólnie instrument służy dłużej.
Jednocześnie należy rozumieć, że niektórych rodzajów pracy nie można wykonywać w inny sposób niż podłużny. Dlatego warto bardziej szczegółowo przyjrzeć się głównym parametrom cięcia wzdłużnego.


Osobliwości
Rip sawing to proces cięcia, który przebiega równolegle do naturalnego usłojenia drewna. W tym przypadku stosuje się okrągłe krążki, w których siekacze są pochylone, ich spiczaste krawędzie skutecznie przecinają włókna, zaczynają się łuszczyć i tworzą trociny. W procesie takiej obróbki na powierzchni drewnianej części często pojawiają się nierówności, a także mech i wyżłobienia - ich wygląd tłumaczy się właściwościami włókien powstałych podczas życia drzewa.
Na ostateczny profil powierzchni wpływa sposób poszerzenia rzazu, a także wielkość odsadzenia i kształt zębów. Zazwyczaj te ostatnie są zaostrzone jak trójkąt, więc z taką płytą można pracować tylko w jednym kierunku.

Konstrukcja brzeszczotu
Wybór odpowiednich brzeszczotów do efektywnego cięcia wzdłużnego.Należy zauważyć, że im większe zęby, tym łatwiejsze jest takie cięcie (dla porównania, podczas pracy z cięciami poprzecznymi duże zęby działają bardzo szorstko i dosłownie rozrywają drewno, co prowadzi do wiórów). Ubytki między takimi zębami również muszą być jak najgłębsze – w tym przypadku usuwanie wiórów będzie lepszej jakości. Optymalna liczba zębów do cięcia wzdłużnego waha się od 20 do 24 sztuk.
Jeśli w swojej pracy musisz wykonywać oba rodzaje piłowania, lepiej jest preferować narzędzie na kółkach o średniej wielkości zębach, w sumie 46–48 sztuk.


Tarcze drobnozębne nie powinny być używane podczas pracy z cięciami wzdłużnymi, jest to obarczone spadkiem prędkości pracy, znacznym przegrzaniem urządzenia i takimi nieprzyjemnymi konsekwencjami:
- brzeszczot zaczyna się świecić;
- piła często odchodzi od linii cięcia;
- w obszarach przegrzania materiał zaczyna „pęcznieć”, a tarcie znacznie wzrasta;
- piła odkształca się i wygląda bardziej jak śmigło niż powierzchnia cięcia.
Aby zmniejszyć prawdopodobieństwo szybkiego przegrzania, w brzeszczocie wykonuje się małe szczeliny i otwory, które działają jak kompensatory termiczne. Zazwyczaj umieszcza się je na krawędzi wzdłuż promieni.



W niektórych modelach są one częściowo wypełnione związkami miedzi, co zmniejsza poziom hałasu i pomaga szybko schłodzić silnik. Tarcze tnące są zwykle wylewane z jednego metalu (nazywane są monolitycznymi) lub z dodatkiem lutów z różnych twardych stopów. Każda z opcji ma swoje zalety i wady.
- Monolityczny, z reguły szybko stają się matowe, więc trzeba je wyostrzyć i poprawić. Jednak ta procedura jest dość prosta i nieskomplikowana, więc całkiem możliwe jest jej samodzielne wykonanie w domu. Zazwyczaj takie ostrza są używane zarówno do cięć wzdłużnych, jak i poprzecznych. Koszt takiego sprzętu jest dość przystępny.
- Węglik kółka są znacznie droższe, jednocześnie okres ich użytkowania do pierwszego ostrzenia jest dłuższy. Ostrzenie tego narzędzia można wykonać tylko na specjalistycznym sprzęcie. Mimo to to właśnie te płótna są bardziej poszukiwane wśród konsumentów, ponieważ ich koszt zwraca się znacznie wcześniej, niż pojawia się potrzeba ponownego ostrzenia. Koła z węglików spiekanych dobrze sprawdzają się nie tylko na drewnie, ale również na materiałach takich jak metal, laminat czy płyta prasowana.



Na szczególną uwagę zasługuje kilka parametrów pił elektrycznych do użytku wzdłużnego.
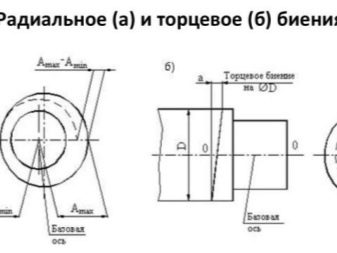
- Bicie promieniowe lub czołowe. Do wykonania szczególnie dokładnej pracy jednym z najważniejszych wskaźników jest odchylenie okręgu od głównej płaszczyzny cięcia. Jeśli występuje bicie promieniowe lub końcowe, może to zakłócić ostrość cięcia. Optymalne dopuszczalne bicie wynosi 0,15 mm, a modele najwyższej jakości mają parametr w granicach 0,05 mm.
- Należy pamiętać, że cięcie wzdłużne nie powinno być wykonywane brzeszczotami ukosowymi, gdyż mają one inny tor ruchu brzeszczotu w części drewnianej. Na przykład koła do narzędzi wahadłowych są zwykle pod kątem ujemnym - zmniejsza to obciążenie silnika, a krawędzie tnące są szybsze i łatwiejsze. W efekcie wydajność wzrasta w porównaniu z tarczą tarczową z zębami ustawionymi pod dodatnim kątem. Jeśli taki dysk zostanie wymieszany wzdłuż trajektorii wahadła, piła po prostu przetnie włókna bez najostrzejszych części zębów. Wszystko to prowadzi do wzrostu obciążenia silnika, przegrzania i spadku wydajności pracy. Jeśli tarcze z ujemnie zaostrzonymi zębami zostaną użyte do okrągłej płyty, drewno zacznie się odpychać, a trociny nie wyjdą dobrze - w tym przypadku cięcie jest znacznie wolniejsze.

Subtelności wyboru
Pilarki najlepiej kupować w wyspecjalizowanych sklepach. - w przeciwieństwie do małych sklepów, tutaj do produktu dołączona jest kompletna instrukcja i opis dla użytkowników, a sprzedawcy posiadają niezbędną wiedzę i mogą udzielić szczegółowych porad. Koniecznie zapoznaj się z informacjami znajdującymi się na samej płycie. Zwykle tutaj za pomocą strzałek wskaż kierunek cięcia (w poprzek lub wzdłuż), a także maksymalną prędkość cięcia w obrotach i kąt nachylenia zębów. Zazwyczaj kąt ujemny jest oznaczany jako ujemny, a kąt dodatni jako poz. Przed tymi oznaczeniami zwykle wskazuje się literę - wskazuje ona wielkość stopni.
Konieczna jest wizualna inspekcja dysku i sprawdzenie jego jakości. Należy pamiętać, że np. tępe zęby można ostrzyć, ale jeśli ciało okaże się słabe, nie ma możliwości skorygowania tej wady.


Koniecznie sprawdź jakość szlifowania. Jeśli brzeszczot jest dobry, wyraźne kręgi szlifierskie będą rozchodzić się od środka do krawędzi. Wskazują, że po wytłoczeniu takie koło było koniecznie skalibrowane, następnie wypolerowane i doprowadzone do najwydajniejszego stanu pracy.
Jeśli koła są tanie, to zwykle nie są poddawane dodatkowemu uszlachetnianiu, maksymalnie polerowany jest cały arkusz. Żywica z wiórami przykleja się do słabo wyszlifowanej powierzchni, co znacznie utrudnia pracę.
W droższych modelach pił elektrycznych napisy nanosi się laserem, dzięki czemu znakowanie utrzymuje się przez cały okres użytkowania, co jest bardzo ważne dla późniejszego ostrzenia narzędzia.



Zobacz następny film, aby uzyskać więcej informacji.













Komentarz został wysłany pomyślnie.