Jak sprawdzić kotwicę szlifierki i rozwiązać problem?

Kotwa szlifierki to element obrotowy silnika elektrycznego, który stanowi „rdzeń” całej konstrukcji urządzenia. Zespół składa się z wału - metalowej osi obrotu, uzwojenia drutu, kolektora - zestawu płytek stykowych reprezentujących końce zwojów uzwojenia oraz śruby chłodzącej. Armatura współdziała mechanicznie z przednimi i tylnymi łożyskami, przekładnią szlifierki i szczotkami grafitowymi; elektromagnetycznie ze stojanem - zewnętrzną częścią silnika elektrycznego. Napięcie jest doprowadzane do uzwojenia twornika poprzez ślizgowy kontakt szczotek z płytami kolektora - lamelami.
Przenoszenie prądu odbywa się w trybie rotacyjnym, co stwarza warunki do tarcia i ogrzewania. Warunki te niosą ze sobą przesłanki dla potencjalnych awarii.

Przyczyny awarii
Szlifierka kątowa kotwiąca - wirnik, to część narażona na największe obciążenia: temperaturowe, mechaniczne i elektromagnetyczne. Naruszenie zasad działania określonych przez producenta prowadzi do przedwczesnej awarii tego urządzenia. Niektóre z czynników stojących za tymi naruszeniami to:
- przekroczenie dopuszczalnego czasu pracy ciągłej;
- brak ochrony przed agresywnymi mediami - kurz, piasek, brud, wilgoć;
- przekroczenie parametrów obciążenia;
- uszkodzenie mechaniczne;
- praca w czasie spadków napięcia.

Te przyczyny mogą prowadzić do następujących awarii armatury:
- stopienie izolacji (lakieru izolacyjnego) styków lub uzwojeń w wyniku przegrzania;
- uszkodzenia mechaniczne: zadrapania, odpryski, pęknięcia, od kontaktu z obcymi cząstkami uwięzionymi w komorze z ruchomymi częściami;
- awaria w słabych punktach uzwojenia spowodowana przeciążeniem;
- skrzywienie lub niewyważenie wału kotwy;
- zwarcie lub osady węgla na lamelach.




Aby wyeliminować przyczynę awarii, należy zbadać urządzenie armatury szlifierki kątowej i przeprowadzić odpowiednią diagnostykę.
Metody weryfikacji
Każdą awarię wirnika identyfikuje się odpowiednią metodą testową.

Oględziny
Metoda testowa, za pomocą której należy rozpocząć diagnostykę. Sprawdź kolektor twornika pod kątem uszkodzeń mechanicznych. Zadrapania, drgawki i odpryski muszą być nieobecne. Sprawdź lamele pod kątem wypalenia. Jeśli jeden z nich jest ciemniejszy lub spuchnięty, występuje zwarcie między płytą a szyną uzwojenia.


żarówka 12 V
Podłącz dwa przewody do styków żarówki. Zrób sobie przerwę w jednym z nich. Podłącz przewody do źródła zasilania, nałóż krawędzie „złamanego” przewodu na lamele tak, aby się nie stykały. Obróć kotwicę. Jeśli nie ma awarii w uzwojeniu, światło będzie świecić w sposób ciągły.

Multimetr
Przełącz to urządzenie w tryb pomiaru rezystancji. Umieść jedną z sond (biegunowość nie ma znaczenia) na jednej z płytek. Kolejną miarką nałóż kolejno na pozostałe lamele. Sygnał dźwiękowy, w zależności od modelu multimetru, poinformuje, że nastąpiła awaria między „śladami uzwojenia”.

Próbnik
Wskaźnik zwarcia zwojów. Służy do diagnostyki kotew zamkniętych. Ten typ wirników charakteryzuje się brakiem dostępu do połączenia uzwojenia z lamelami. Tester posiada dwie diody LED - czerwoną i zieloną.Obracając zworę podłączoną do testera można stwierdzić obecność przebicia w uzwojeniu za pomocą świecącej się czerwonej diody LED.

Jak rozwiązać problem?
Kontrola wzrokowa i testowanie pomogą określić charakter usterki i zrozumieć, czy możliwa jest wymiana lub naprawa w domu. Awarie wirnika młynka dzielą się na dwa typy: możliwe do naprawienia i nienaprawialne. Pierwszy typ obejmuje usterki związane z naruszeniem izolacji uzwojenia, uszkodzeniem kolektora i żelaznej podstawy. Drugi rodzaj awarii to czynniki pogorszenia równowagi twornika jako całości i jego wału. W takim przypadku przywrócenie wirnika jest prawie niemożliwe.

Naprawa kolektora
W przypadku stwierdzenia uszkodzeń strukturalnych lameli kolektora należy je przebić. Można to zrobić na tokarce lub za pomocą improwizowanych środków. Rowek należy wykonać równomiernie. W przeciwnym razie równowaga zostanie zakłócona, co pociągnie za sobą zniszczenie szczotek grafitowych podczas pracy i awarię innych jednostek szlifierskich.

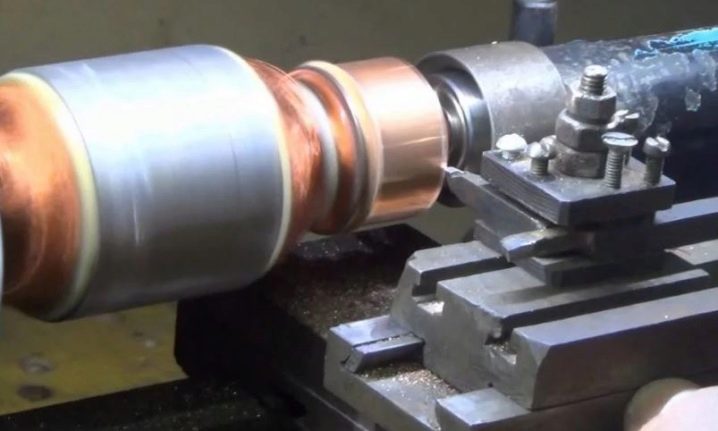
Rowek maszynowy
Wirnik szlifierki jest zainstalowany w tokarce. Ponieważ kolektor składa się z płyt miedzianych, a miedź jest metalem lepkim, konieczne jest dobranie optymalnej prędkości obrotowej w zakresie od 600 do 1200. Nóż ustawiony jest w połowie podziału. W momencie, gdy „nóż” dotknie kolektora, wykonuje się podłużne przejście, usuwając cienką warstwę metalu. Najlepszy efekt można osiągnąć przy 2-3 przejściach. Więcej z nich może uszkodzić integralność strukturalną zbiornika. Między przejściami trzeba robić przerwy, aby miedź ostygła. W przeciwnym razie izolacja lakieru między lamelami może się stopić.

Do rowkowania za pomocą improwizowanych narzędzi potrzebne będzie imadło, wiertarka i kilka rodzajów papieru ściernego. Kotwa szlifierki jest usuwana z korpusu, natomiast jedna jej część pozostaje połączona z przekładnią szlifierki kątowej. Obudowa przekładni jest zamocowana w imadle, drugi koniec wału wirnika jest zaciśnięty w uchwycie wiertarskim. „Wargi” imadła i wiertła powinny znajdować się w jednej linii z osią trzonu twornika.
Włącz wiertarkę przyciskiem spustowym ustawionym w trybie pracy ciągłej. Zmiel kolektor papierem ściernym bez dociskania. Użyj minimum 3 rodzajów granulacji - od grubej do drobniejszej. Wykończenie powinno być papierem ściernym o zerowej ziarnistości.
Na końcu rowka ważne jest, aby usunąć wszystkie wióry i kurz z kolektora, co zapobiegnie zwarciu między płytami.
Demontaż łożyska
Krawędź, która jest zamocowana w uchwycie wiertarskim, jest wstępnie montowana w łożysku. Usuń go przed rowkowaniem. Aby zdjąć łożysko bez ściągacza, możesz użyć imadła, młotka i dłuta. Zamocuj wałek z łożyskiem w imadle tak, aby ściśnięte było tylko łożysko. Zamontuj ostry koniec dłuta na końcu wału i wybij go z łożyska lekkimi uderzeniami młotka.

Naprawa uzwojenia
Przewijanie kotwy szlifierki to praca wymagająca odpowiednich umiejętności i szczególnej dokładności. Aby osiągnąć najlepszy efekt końcowy, warto skontaktować się z odpowiednim specjalistą.


Jak przewinąć w domu?
W przypadku naruszenia integralności uzwojenia wirnika należy je ostrożnie usunąć za pomocą szczypiec, piły do metalu, dłuta, szczypiec - wszystkich niezbędnych narzędzi. Unikaj uszkodzenia styków kolektora, żelaznej podstawy uzwojenia i wału twornika. Przed usunięciem dowiedz się, jaki jest schemat uzwojenia i napraw ten fakt na papierze. W procesie postępuj zgodnie z narysowanym schematem kierunku nawijania.


Drut nawojowy układany jest w specjalnych rowkach w żelaznej podstawie. Konieczne jest obliczenie liczby przewodów w każdym rowku i na tej podstawie obliczenie liczby zwojów. W wersji standardowej powinny wynosić 2000 - 2300. W rowki wkłada się tekturowe płytki izolujące uzwojenie przed kontaktem z żelazną podstawą.Następnie nawija się drut, którego końce są po zakończeniu przylutowane do styków kolektora.


Ważne jest, aby dobrać drut miedziany o odpowiednim przekroju i długości. Drut używany do nawijania silników elektrycznych pokryty jest lakierem izolacyjnym. Bardzo ważne jest, aby nie uszkodzić tej okładki podczas procesu przewijania. W przeciwnym razie może wystąpić druga awaria uzwojenia.
Przed impregnacją nowego uzwojenia konieczne jest zadzwonienie multimetrem lub testerem, aby wykluczyć obecność awarii. Jeśli nie ma, kotwica jest wysyłana do pieca, aby się rozgrzał. Podgrzane uzwojenie wirnika jest impregnowane żywicą epoksydową. Dla lepszego przepływu przez drut kotwica jest trzymana pod kątem.

Środki ostrożności
Przestrzeganie środków ostrożności gwarantuje sprawność wszystkich elementów młynka w dłuższym okresie pracy:
- nie dopuścić do przegrzania silnika elektrycznego, szczotek grafitowych, nie przekraczać dopuszczalnego obciążenia szlifierki;
- stosować wymienne tarcze tnące o odpowiedniej średnicy;
- zapobiegać przedostawaniu się brudu, piasku, wilgoci i ciał obcych do korpusu szlifierki kątowej;
- monitorować stan smaru w skrzyni biegów i łożyskach - jego brak lub wypalenie doprowadzi do wzrostu obciążenia części elektrycznej narzędzia;
- unikać pracy w przeciążonej sieci, na przykład podczas pracy spawarki.

Profesjonalna porada
Kilka profesjonalnych porad pomoże zapobiec pęknięciu armatury szlifierki i przedłużyć żywotność elektronarzędzia. Zapobieganie dostawaniu się kurzu i brudu do wnętrza obudowy:
- używaj odkurzacza budowlanego do usuwania kurzu podczas cięcia materiałów niemetalowych;
- rozlać wodę na cięty obszar, zmniejszając emisję pyłu;
- zamknij kratki wlotu powietrza gazą lub kawałkiem rajstop nylonowych, okresowo zmieniaj / czyść tę izolację;
- wyreguluj skrzynię biegów tak, aby kierunek obrotu koła był skierowany „od ciebie” - kurz i inne produkty piłowania będą skierowane z dala od kratek wlotu powietrza;
- nie kłaść szlifierek kątowych na ziemi, piasku, błocie ani na mokrych powierzchniach.

Wskazówki dotyczące pracy z młynkiem:
- zanurzać tarczę tnącą w materiale powoli, bez nacisku;
- pomóc w piłowaniu, przesuwając szlifierkę do przodu i do tyłu;
- porównać objętość cięcia i właściwości materiału z parametrami technicznymi i mocą szlifierki;
- jeśli prędkość można regulować, nie tnij zbyt długo z niską prędkością.

Aby uzyskać informacje o tym, jak sprawdzić kotwicę szlifierki, zobacz następny film.













Komentarz został wysłany pomyślnie.